|
双碳目标下,氢能发展如火如荼,2021年以来,国内超过50个城市发布氢能产业规划。目前氢能产业链中电堆、膜电极、双极板等核心部件已基本完成国产化,但氢用阀门因其技术难度大,依旧存在”卡脖子”问题。 氢能阀门主要应用于三类场景:车载储&供氢系统、燃料电池动力系统、氢气制储运加系统。三类场景对阀门的要求各不同,阀门的侧重点也区别很大。但总体来说,氢用阀门技术要求严苛,国产化成为降本重点。 高压加氢阀门:国内已有突破 高压加氢安装中的阀门,既有临氢条件,又有非临氢条件,既有高压条件,又有非高压条件,其研发难度相当高。研发国产高压加氢阀门,不仅能降低阀门进口成本,还可以减少供货周期,同时又能推进阀门行业的升级换代。事实上,我国目前一些阀门制造厂已具备研发高压加氢阀门的才能和条件,而且在安装(操作压力8~10MPa)过程中上已有成功的应用。
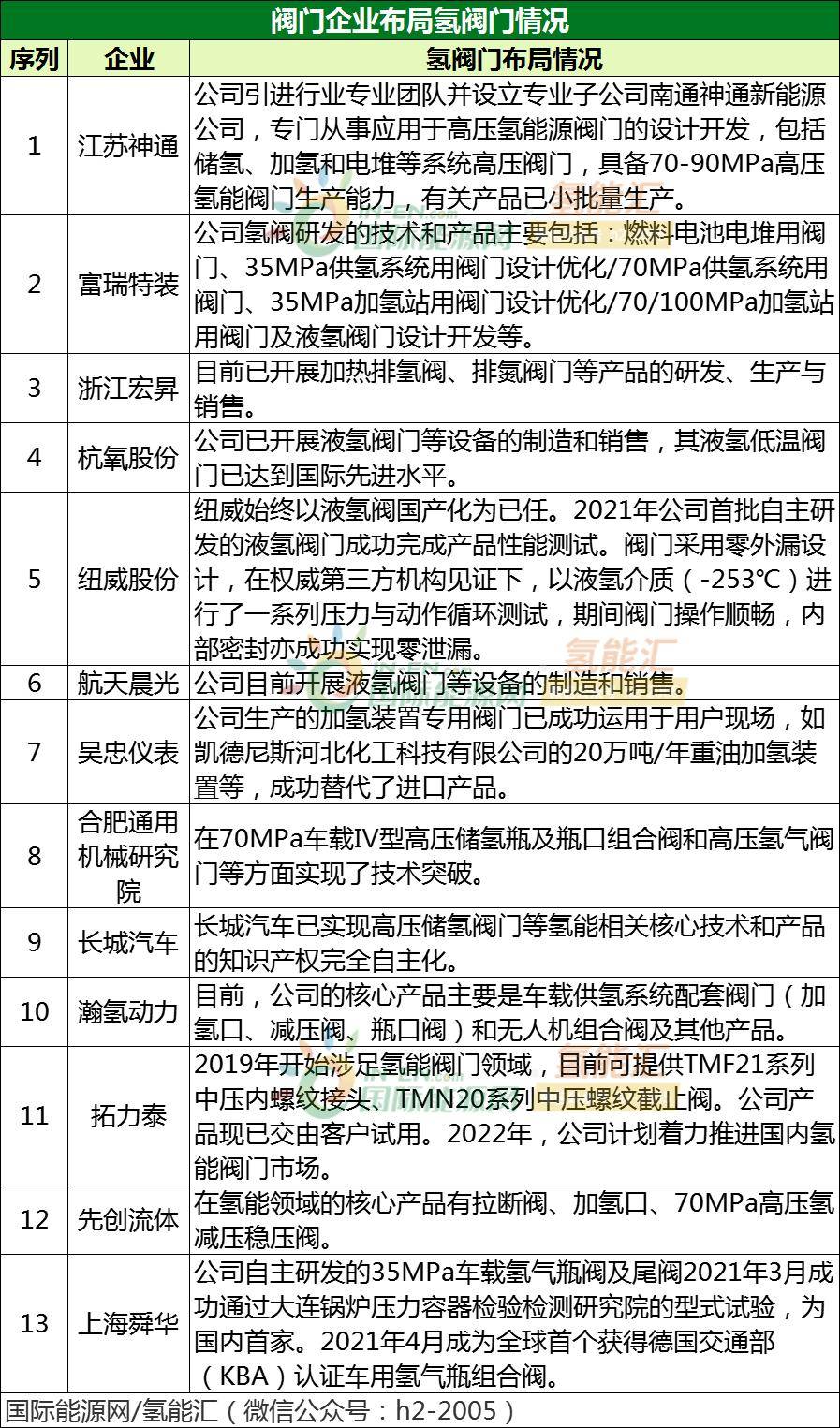
储氢瓶口阀要求更高 从产业链看,车载储氢系统成为氢能车大规模商用的重要突破口。目前,量产氢能车采用的高压气态储氢系统中,罐体材料和碳纤维原料都已实现国产化,但却在看起来不起眼的瓶口加压阀门却成为“卡脖子”环节,相应的市场主要由加拿大GFI、意大利OMB和美国Luxfer等公司占据,国内企业仅有上海舜华等极少数企业有相应的技术,如果不能解决这块儿技术短板,国内氢能的发展必然要严重受制于人。 瓶口阀作为高压储氢瓶关键部件,功能高度集中,包括降压稳压(储氢瓶内气压35Mpa/70Mpa,燃料电池正常工作气压小于1Mpa)、高可靠密封性(氢分子小极易逃逸)、温度压力实时监测(气瓶安全保障)、快速加氢(5分钟内加满两个50L瓶)、自动手动泄压(安全防护)。同时,阀门自身还需要避免金属发生氢蚀氢脆,技术难度着实不小,拥有一定的进入门槛和技术壁垒。 目前在二级市场上做这一细分赛道的公司较少,其中有一家上市公司2019年在这方面进行了布局。这家公司就是南通神通新能源科技有限公司,是江苏神通与航天科技集团技术团队合资成立的。 据了解,该公司主营的氢用阀门目前是应用在车载储氢和供氢系统、燃料电池动力系统两大场景。其中在车载储氢和供氢系统方面,公司已完成70MPa和35MPa产品闭环。 即便是早早布局氢用阀门的南通神通也表示,当前国内氢用阀件与国外还有一定的差距,如适用70MPa储氢罐(商用主流)压力阀在国内基本上没有产品;同时,由于试验周期较短,35MPa的可靠性与国外产品存在差距。国内在氢用阀件方面还未形成相应的设计、检查与试验标准,可见国产压力阀仍在研发测试阶段。 国内阀门企业入局氢阀门 尽管国内氢能阀门的“卡脖子”问题较为突出,但是国内阀门企业也没有放弃入局氢能,目前国内阀门企业开始进军氢能的也有不少。 富瑞特装氢阀研发的技术和产品主要包括:燃料电池电堆用阀门、35MPa供氢系统用阀门设计优化/70MPa供氢系统用阀门、35MPa加氢站用阀门设计优化/70/100MPa加氢站用阀门及液氢阀门设计开发等;此外,杭氧股份已开展氢能源相关业务;纽威股份在液氢阀门方面做了大量技术储备;航天晨光布局航天领域氢阀产品...据氢能汇不完全统计,目前已有13个阀门企业开始入局氢能。 具体情况如下表:
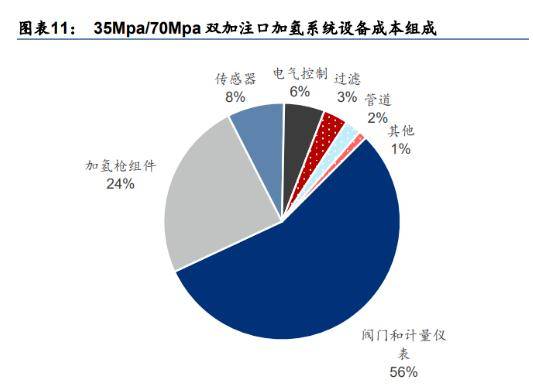
氢用阀门国产化正在提速 国产替代进口的机会在哪里?神通新能源总经理孙明民认为有四点:(1)基础研究差距逐步缩小;(2)很多优秀的基础工艺、材料大量引入国内;(3)国产品牌的自身优势:性价比、服务、供货周期;(4)重点产业解决供应链卡脖子问题的硬性需求。 氢用阀门的国产替代之路道阻且长 据神通新能源总经理孙明民,目前氢用阀门应用问题包括: 1、传统阀门的动作机构在氢用压力等级(35~90MPa)下失效; 2、在超高压工况下,密封设计技术无法实现氢气密封; 3、氢气的“腐蚀性”会使金属材料发生氢脆(断裂韧性急剧下降),导致故障; 4、传统的高压阀门无法满足车载系统复杂工况。据工信部《新能源汽车推广应用推荐车型目录》,单台载重3.5吨的燃料电池物流车制造成本约为80万~100万元,对应阀门成本为6万~7万元。而在加氢设备中阀门同样重要,据AhmadMayyas等人的加氢站制造竞争力分析(2019),加氢系统设备成本中最主要的为阀门和计量仪表等,接近设备成本的60%。 业内预计,2021-2025年国内车载储氢瓶新增市场需求年均增速达到78%,中国将成为全球最大车载储氢瓶市场。随着以京城股份为代表的储氢瓶企业产品由III型35MPa向IV型70MPa升级以及未来向低温液态储氢发展,瓶口阀技术成为需要不断突破的“卡脖子”领域,上海舜华等行业龙头将迎来机遇。 本文来源【国际能源网】版权归原作者所有 |