|
(报告出品方:东方证券) 以史为鉴,技术迭代是影响电解铜箔企业估值的主要 因素PE 估值下降是锂电电解铜箔企业股价下跌的主要原因。以锂电电解铜箔龙头嘉元科技为例, 2021 年 10 月的平均收盘价为 153.31 元,2023 年 2 月 10 日下跌至 51.45 元,降幅达 66%。由 于股价=EPS×PE,大致可以从两方面探寻股价下跌的原因。2021 年 10 月国产 6μm 电解铜箔的 加工费为 4.65 万元/吨,随着电解铜箔逐渐放量,2023 年 1 月 12 日降至 3.5 万元/吨,降幅为 25%。铜箔加工费是铜箔企业的主要收入来源,与公司盈利有较强的相关性,可以作为公司 EPS 的替代指标,铜箔加工费的降幅明显低于嘉元科技股价的降幅。此外,由于下游需求较为旺盛, 6μm 电解铜箔的加工费在 2022 年 6 月后才开始明显下降,滞后于嘉元科技股价的下降。显然加 工费下降并不足以导致嘉元科技的股价出现如此大的降幅。2021 年 10 月至 2023 年 2 月期间,嘉 元科技的 PE 由 75 倍降至 26 倍,降幅达 65%,与公司股价下跌的幅度相当,也说明公司 EPS 的 变化幅度并不大。因此,我们认为 PE 估值下降是导致嘉元科技股价下跌的主要原因。 PET 铜箔的替代预期拉低了电解铜箔企业的 PE 估值。2022 年以来,PET 复合铜箔替代电解铜箔 的预期出现,嘉元科技的 PE 由此开始明显下降。元琛科技的复合箔材产业基地预计将于 2022 年 底至 2023 年初投产,2022 年下半年,元琛科技的 PE 大幅提升。PET 铜箔的替代预期是影响电 解铜箔企业 PE 估值的主要因素。 同样作为锂电池电极材料,铝箔会不会重演同样的故事呢?行业后续又将会如何发展呢? 一、电池铝箔供需转向宽松,复合铝箔难以大规模替 代1.1 锂电需求:锂电企业开启新一轮扩产潮 动力、储能等领域的增速超预期,我国锂离子电池产业实现高速增长。“碳达峰、碳中和”目标 引领,叠加下游需求带动,我国锂离子电池产业实现高速增长。根据工信部数据,2022 年上半年 全国锂离子电池产量超过 260GWh,同比增长 150%,全行业收入突破 4800 亿元。据中国汽车工 业协会数据,2022 年我国新能源汽车产量达 721.9 万辆,同比增长 96.33%,带动动力电池出货 量大幅增长。2022 年我国动力电池产量达 545.9 GWh,同比增长 149%。此外,受碳达峰、碳中 和等政策推动,大量储能项目扩产落地,电动工具用锂电池国产化替代加速,使中国锂电池在动 力、储能等领域均取得了超预期增长。  新能源汽车需求确定,各大动力电池企业加速扩产。新能源汽车产销态势明朗,而且规模化运营 已成为动力电池产业的核心壁垒之一,产能的率先释放有望提前锁定更大的市场份额,各大动力 电池企业加速扩产,项目开工及项目签约密集进行。据不完全统计,2022 年前三季度,我国锂电 池新投产产能 118 GWh,开工建设产能 758 GWh,签约、规划产能达 1018.8 GWh。宁德时代、 比亚迪、国轩高科、中创新航等龙头企业目前在建的产能规模数倍于自身2021年的锂电产量;此 外,中创新航、欣旺达目前签约、规划的产能规模分别高达 140 GWh 和 130 GWh。 动力电池企业从签约到开工,从开工到投产的时间正在不断缩短。从产能建设速度来看,各大电 池企业也在加紧提速。绍兴比亚迪新能源动力电池生产基地项目从开工到通线仅用时 10 个月。比 亚迪襄阳产业园项目一期含 16 条生产线,共 30GWh 产能,于 2022 年 1 月签约、4 月开工,至 2022 年 12 月首条生产线正式投产,预计 2023 年 5 月可全部达产。根据产能规划和建设进度来 看,锂电池产量的高增速有望维持。 1.2 钠电需求:两轮电动车或率先应用钠离子电池 新国标规定电动自行车不能超过 55 kg,传统铅酸电池能量密度明显不足。从政策因素看,当前 的电动两轮车装机的电池路线主要是铅酸电池,占比超过 75%。在《电动自行车安全技术规范》 新国标推出后,给定了电动自行车(占电动两轮车比例 90%以上)的整车质量不能超过 55 kg, 由于铅酸电池实际能量密度只有 40 Wh/kg,因此新国标的推出直接限制了装机铅酸电池电动自行 车的续航里程上限。 钠电池的能量密度接近锂电池,明显高于铅酸电池,但成本相对较高。从能量密度看,钠电池能 量密度在 100-200 Wh/kg,接近锂电池的能量密度 150-250 Wh/kg,远高于铅酸电池的能量密度 30-70 Wh/kg,能够在新国标对整车质量的限制下拥有更高的续航里程。据中国电池产业研究院 院长吴辉的主题演讲《钠离子电池市场机会研究》数据,由于钠离子电池尚在量产初期,2021 年 钠电池实际生产成本约 0.7 元/Wh 左右,相比于铅酸电池在成本上还有一定差距。中科海钠预计 未来实现量产后,公司钠离子电池的材料成本约为 0.26 元/Wh。因此,预计未来钠离子电池量产 降本后,有望逐渐对铅酸电池形成替代。 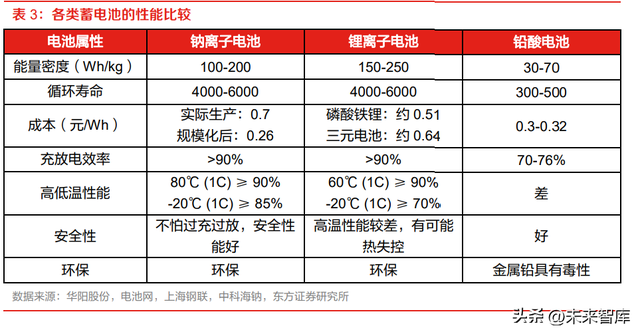 在小微型电动车上,钠电池的能量密度接近磷酸铁锂,量产突破成本瓶颈后有望替代。在电动汽 车方面,我国 A00 和 A0 级等小微型电动车的用户多属于代步需求,对成本较为敏感。目前磷酸 铁锂电池在小微型电动车上的装机占绝对优势,而钠电池在能量密度方面能达到与磷酸铁锂相近 的效果,未来钠电池量产后有望突破成本瓶颈,在小微型电动车领域形成替代。 由于在充放电过程中,钠不会与铝产生合金化反应,因此正负极均可以采用铝箔作为集流体,相 较于锂电池,钠电池对铝箔的单位用量将翻倍。随着钠电池使用场景的逐渐渗透,或将成为电池 铝箔新的需求增长点。 预计 2023-2025 年,全球三元锂电池的产量分别为 913 GWh、1253 GWh、1619 GWh,磷酸铁 锂电池的产量分别为 460 GWh、594 GWh、757 GWh。据东方证券研究所电力与新能源组 2023 年年度策略报告预测,2023-2025 年全球锂电池装机量分别为 1024 GWh、1432 GWh、1915 GWh,应用于动力电池、储能电池、消费电池等领域。由于新能源汽车需求高速增长,动力电池 厂商生产相对激进,据中国汽车动力电池产业创新联盟数据,2022 年中国的动力电池装机量为 295 GWh,产量为 546 GWh,装机产量比约为 54%。我们预计 2022 年全球动力电池的装机产量 比约为 67%,2023-2025 年逐步上升至 79%。我们预计 2023-2025 年,全球三元锂电池的产量分别为 913 GWh、1253 GWh、1619 GWh,磷酸铁锂电池的产量分别为 460 GWh、594 GWh、 757 GWh。 预计 2023 年全球电池铝箔的需求量为 53.3~62.5 万吨,2024-2025 年分别为 72.9~85.4万吨、 94.7~110.9 万吨。据鑫椤资讯数据,目前,每 GWh 三元锂电池大约需要电池铝箔 300-450 吨, 每 GWh 磷酸铁锂电池需要电池铝箔 400-600 吨。由于钠电池正负极集流体均采用铝箔,且负极 集流体对铝箔的需求量高于正极,每 GWh 钠电池需要铝箔 700-1000 吨,用量是锂电池的 2 倍以 上。在此数据基础上,将各类电池的铝箔单耗范围向其中枢靠拢,预计2023年全球电池铝箔的需 求量为 53.3~62.5 万吨,2024-2025 年分别为 72.9~85.4 万吨、94.7~110.9 万吨。 1.3 铝箔供给:各大铝箔厂商显著放量 电池铝箔加工费维持高位,促进产量高速增长。由于下游需求旺盛,电池铝箔加工费维持在 1.9 万元/吨左右。2021 年我国电池铝箔产量爆发式增长,较 2020 年超过翻倍增长,2022 年涨势延 续,全年电池铝箔产量同比增幅达 70.4%。  龙头企业成功放量,开始将提升产品质量作为新的发展目标。市场集中度保持在较高水平,2021 年全年 CR5 为 85%,2022 年上半年 CR5 为 84%,各龙头企业基本完成了电池铝箔生产工艺的 积累,产品趋于基本稳定,放量成功,开始将提升产品质量作为新的发展目标。 预计 2023-2024 年,全球电池铝箔的供给量分别为 59.0 万吨、84.8 万吨,至 2025 年或将达 101.7 万吨。铝加工企业纷纷加码电池铝箔项目,其中鼎胜新材、天山铝业等都规划了年产 20 万 吨级的产能。截至 2023 年 1 月,全球在建/规划的电池铝箔产能合计近 90 万吨。假设新增产能成品率为 70-78%,则预计 2023-2024 年全球电池铝箔的供给量分别为 59.0 万吨、84.8 万吨,至 2025 年或将达 101.7 万吨。 随着产能项目逐渐投产放量,电池铝箔整体供需格局或转向宽松。电池铝箔的需求量随锂离子、 钠离子产量增速保持较高增速,供给方面随着产能项目投产,电池铝箔逐渐放量。我们推测 2023-2024 年,全球电池铝箔的供给缺口分别为-3.5~+5.8 万吨、-0.6~+11.9 万吨,电池铝箔整体 供需格局或转向宽松。 1.4 利润支撑:包装铝箔或为电池铝箔加工费提供支撑 中国包装铝箔消费的增长空间较大,包装铝箔加工费持续上涨。铝箔在中国以工业应用居首,而工业发达国家铝箔在包装和家用领域的应用占比大于60%。2020年,中国人均铝箔包装消费量为 0.72kg,与欧洲、北美的约 1.2kg,日本的约 0.9kg 相比有较大差距。国家于 2020 年颁布了禁塑 令,并设定2023年为时间节点,铝箔在国内包装领域应用具有的较大增长空间。每吨包装铝箔的 加工费由 2021A 的 9500 元上涨至 2022Q1 的 14300 元左右,涨幅约 4800 元/吨。 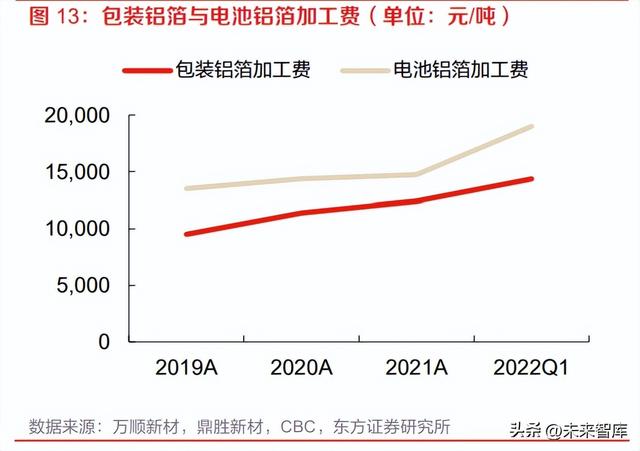 电池铝箔生产线可向包装铝箔转产,包装铝箔支撑电池铝箔加工费。铝箔的加工生产涉及多个复 杂的轧制工艺和热处理工序。电池铝箔是铝箔的深加工产品,所以生产难度比普通铝箔的大得多。 2022Q1 电池铝箔的加工费约为 19000 元/吨,每吨比包装铝箔高 4700 元左右。未来随着电池铝 箔供需转向宽松、包装铝箔的需求稳步上涨,二者加工费之间的差距或将缩小。包装用的双零箔 与电池铝箔的生产线的加工道次有重合,在产品厚度和加工工艺方面比较相近,电池铝箔的生产 线能够转向生产包装铝箔,因此,预计电池铝箔不会出现大幅过剩的情况。而且由于转产可能性 的存在,包装铝箔加工费或将对电池铝箔加工费形成支撑。 1.5 复合铝箔:难以对传统电池铝箔形成大规模替代 复合铜箔、复合铝箔具有降低重量、节约材料成本、提升安全性等优势。复合集流体是一种新型 锂电材料,以高分子绝缘树脂 PET/PP 等材料作为“夹心”层,上下两面沉积金属铝或金属铜, 制成“金属导电层-PET/PP 高分子材料支撑层-金属导电层”的三明治结构。2022 年 11 月,重庆 金美新材料科技有限公司宣布实现 8μm 复合铝箔量产,据其环评报告公示,该公司的复合铜箔产 品厚度 6μm,其中 PET 基材厚约 4μm,双面铜镀层约各为 1μm;复合铝箔产品厚度 8μm,其中 基材 PET 约为 6μm,双面铝镀层约各为 1.2μm。复合铜箔、复合铝箔将中间一层的金属替换为 PET 等高分子材料,采用复合铜箔、复合铝箔具有降低重量、节约材料成本、提升安全性等优势。 复合铜箔在降低直接材料成本方面的效果优于复合铝箔。以重庆金美的复合铜箔、复合铝箔产品 进行测算,复合铜箔将金属铜的厚度由原有的 6μm、4.5μm 降至 2μm,每平方米铜箔中铜的用量 分别由 53.76g、40.32g 降至 17.92g,每平方米铜箔的直接材料成本分别由 3.12 元、2.34 元降至 1.14 元,降幅为 1.20-1.98 元每平方米。复合铝箔将金属铝的厚度由原有的 13μm、4.5μm 降至 2.4μm,每平方米铝箔中铝的用量分别由 35.10g、27.00g 降至 6.48g,每平方米铝箔的直接材料 成本分别由 0.56 元、0.43 元降至 0.17 元,降幅为 0.26-0.39 元每平方米。复合铜箔在降低直接材 料成本方面的效果明显优于复合铝箔,因此,目前复合铜箔要比复合铝箔应用广、渗透率提升快。 (1)复合铝箔将降低电池整体的充放电效率 厚度减薄将增大金属导体的电阻,复合铝箔由于电阻率以及厚度减薄幅度更大,电阻的增幅大于 复合铜箔。根据电阻 R 的计算公式(R=ρL/S,ρ 是电阻率,由材料性质决定;L 是长度;S 是横 截面积),厚度减薄将降低金属的截面积,增大金属导体的电阻。当铜箔中铜的厚度由原有的 6μm、4.5μm 降至 2μm,每平方米截面积的电阻分别由 2.9mΩ、3.9mΩ 增加至 8.8mΩ;当铝箔 中铝的厚度由原有的 13μm、10μm 降至 2.4μm,每平方米截面积的电阻分别由 2.2mΩ、2.8mΩ 增加至 11.8mΩ。铝箔由于电阻率更大,厚度减薄幅度更大,电阻的增幅大于铜箔。 如果铜箔或铝箔的电阻增大,电池运行时产生的热量也将相应增大,将降低电池整体的充放电效 率。根据焦耳定律,电流 i 通过导体产生的热量 Q=i²Rt,其中 t 为电流持续时间,在充、放电电流 不变的情况下,导体产生的热量 Q 与其阻值 R 成正比。如果复合铜箔或复合铝箔的阻值变为传统 铜箔或铝箔的若干倍,则在电池运行过程中,复合铜箔或复合铝箔构成的集流体产生的热量 Q 也 将变为传统铜箔或铝箔的若干倍。即集流体的阻值增大,将会增大电池内阻,使电池内的温升变 得更加严重。由于电池内部升高,并产生焦耳热,所以电池整体的充、放电效率也会降低。所谓 充(放)电率是将全部容量的电荷充(放)完所需要的时间,作为充(放)电时的标准速度;C 是形容电池充放电电流大小的专用符号,用来说明充(放)电的速度是多少。例如 2 小时率的放 电,是指用 0.5C 的电流,在 2 个小时的时间将电池全部容量放完;20 分钟率表示用 3C 的电流在 20 分钟内将电池额定电量全部放完。在高倍率充放电时,复合铜箔的性能或低于传统铜箔,因此 复合铜箔和复合铝箔或更适用于纯电动 4C 快充以外的应用场景。 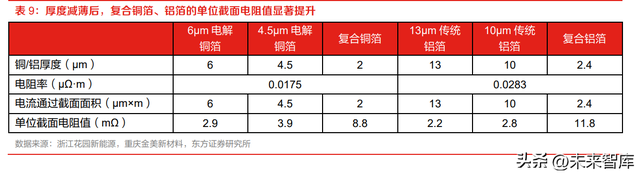 (2)复合铝箔的成本远高于传统压延铝箔 传统电池铝箔的完全成本约为 0.6-0.9 元/m2。以过去几年电池铝箔的主流厚度 13-15μm 测算,鼎 胜新材 2018-2021 年电池铝箔的完全成本约为 0.6-0.9 元/m2,成本的变动主要是由于铝原材料价 格的变动。 复合铝箔的设备折旧成本明显高于传统压延铝箔的完全成本。复合铝箔加工最主要的工序是采用 真空镀膜机将铝金属加热熔融至蒸发,铝原子凝结在高分子材料表面,形成极薄的铝层。真空镀 膜设备的价格不菲,广东汇成真空科技股份有限公司的复合铝箔 PVD 镀膜设备约 1300 万元,每 台设备每年的产能为 750 万平方米。真空镀膜每次镀铝的厚度是 60 nm 左右,要达到复合铝箔 1.2 μm 的铝层厚度需要反复镀膜 20 次,则每台设备每年复合铝箔的实际产量为 37.5 万平方米。 假设设备的折旧年限为 15 年,则每平方米复合铝箔的设备折旧成本约为 2.31 元,远高于传统压 延铝箔的完全成本,阻碍了复合铝箔的继续推广使用。 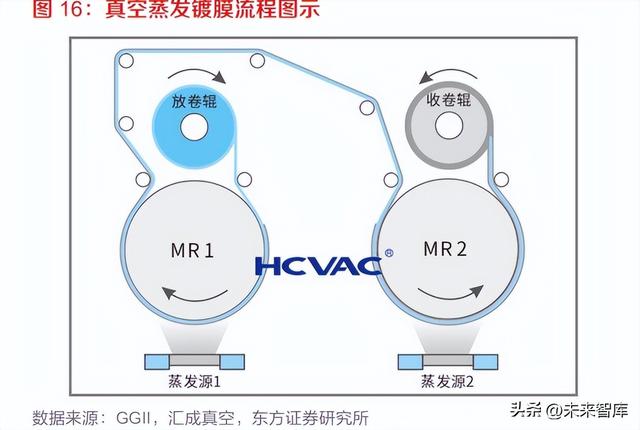 (3)若采用复合铜箔后,再采用复合铝箔对安全性的提升较小 单独采用复合铜箔即可达到控制电池热失控的效果,再采用复合铝箔对安全性的提升较小。复合 铜箔和复合铝箔的另一大优势为安全性,复合铜箔中间为有机绝缘层,降低电池燃烧起火爆炸的 可能性。普通集流体材料穿刺时会产生大尺度毛刺,造成内短路,引起热失控,而热失控则是新 能源汽车电池爆炸起火的直接因素。复合铜箔、复合铝箔材料在受到穿刺时产生的毛刺尺寸小, 并且因为高分子材料层会发生断路效应,可控制短路电流不增大,以有效控制电池热失控乃至爆炸起火,从根本上解决了电池爆炸起火的问题。锂电池的结构来看,正极和负极交互叠置,发生 穿刺时正极和负极基本上会被同时穿刺。锂电池单独在负极采用复合铜箔,即可达到控制电池热 失控乃至爆炸起火的效果,如果正极再采用复合铝箔对继续提升安全性的作用较小。 综上所述,复合铝箔减薄了铝层的厚度,能够降低直接材料的成本;但铝层减薄后增大了电池的 内阻,将降低电池整体的充放电效率;复合铝箔的成本显著高于传统压延铝箔;若锂电池的负极 已经采用复合铜箔,则正极再采用复合铝箔对继续提升安全性的作用较小。因此,我们认为在当 前条件下,复合铝箔将不会对传统电池铝箔形成大规模替代。 电池铝箔行业被低估。历史估值水平来看,2023年 2月 10日,鼎胜新材的 TTM市盈率为 19倍, 处于近五年来的极低水平 3%分位(剔除负值后)。我们认为,在行业供需格局没有发生根本性 转变的情况下,鼎胜新材等行业龙头的业绩持续高增长,电池铝箔行业被低估。 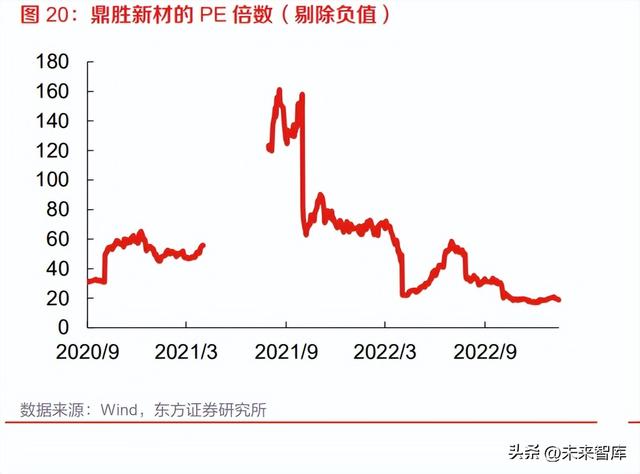 二、需求持续迭代,行业龙头技术储备超前2.1 需求迭代:电池铝箔向厚度减薄和高力学性能发展 厚度减薄和高力学性能是电池铝箔未来发展的两个趋势。在锂离子电池需求量不断提高的同时, 其综合性能的要求也越来越高,越来越严格。2016 年和 2022 年先后发布过两版《锂离子电池用 铝及铝合金箔》国家标准,期间《锂离子动力电池用铝及铝合金箔》团体标准于 2019 年 10 月发 布。从国家标准(2016 年)到团体标准(2019 年)再到国家标准(2022 年),对电池铝箔的抗 拉强度的最低要求在逐步提升。2019 团体标准开始对 10~13μm 电池铝箔提出各项性能的规范, 2022 国家标准开始对厚度≤10μm 电池铝箔提出各项性能的规范。随着锂离子电池用铝箔的质量 及各方面性能指标的逐步提高,厚度减薄和高力学性能(高强度、高延伸率)是电池铝箔未来发 展的两个趋势。 电极在涂覆活性物质后,通过轧辊压延等处理进行压实。集流体通过涂覆将粉状的活性物质连接 起来,将活性物质产生的电流汇集输出、将电极电流输入给活性物质。电池极片在涂布干燥后, 电极组分材料在集流体上呈自然堆积状态,这种状态具有较大的孔隙率,但电极组分材料颗粒间 电子接触阻抗较大,不利于电池性能的发挥,也降低了电池的体积能量密度。因此,需要对涂布 干燥后的极片进行辊压处理,将电极组分材料压缩,压缩后的体积密度即为压实密度。 传统磷酸铁锂材料的压实比例偏低,是降低电池能量密度的主要原因之一。由于实际电极中导电 剂和黏结剂的真密度较小,电极压实密度会随导电剂和黏结剂含量的增加而降低,因此电极材料 的压实密度会低于真密度。传统的磷酸铁锂材料的压实密度较低,压实密度与真密度的比值约为 69%,导致了电池能量密度偏低。在电池材料中,正极材料的成本往往比其他部分的成本高,且 正极的容量对电池容量有决定性的作用。 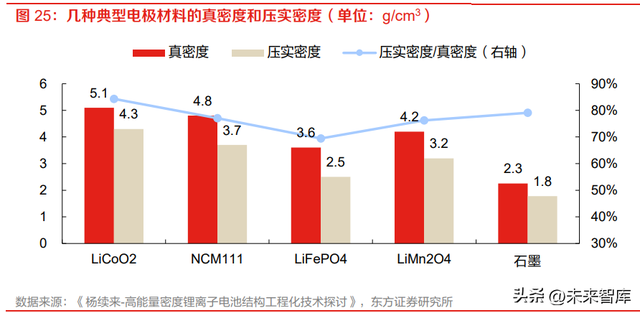 提高正极压实密度能够显著提升电池的体积能量密度。在锂离子电池的制造中,压实密度对电池 性能有很大影响。实验证明,压实密度与片材比容量、效率、内阻和电池循环性能密切相关。寻 找最佳压实密度对于电池设计很重要,一般来说,压实密度越高,电池的容量就越大,所以压实 密度也被认为是材料能量密度的参考指标之一。杨续来等 2020 年 7 月在《储能科学与技术》上发 表的《高能量密度锂离子电池结构工程化技术探讨》中,对一款方形铝壳磷酸铁锂动力电池进行 讨论,其电池容量为 31.5 A·h,质量能量密度为 132.5 W·h/kg,体积能量密度为 284.5 W·h/L。 如果将该款锂电池的正极压实密度由 2.15 g/cm2提高至 2.4 g/cm2,则体积能量密度提高 5.1%, 而对质量能量密度的提升则相对有限。 提高压实密度易造成辊压过程中频繁断带,电极断裂一方面影响了锂电池的生产效率,另一方面 也浪费了一部分涂覆在铝箔上的活性物质。所以为了有效减少辊压断带现象,需要提高电池铝箔 的抗拉强度和延伸率。 相较 12 微米电池铝箔,采用 10 微米和 8 微米电池铝箔可提升锂电池 1.2%、2.4%的能量密度。 通过电池容量恒定时减少电池质量能够提升能量密度。工信部《新能源汽车推广应用推荐车型目 录》在 2022 年公布的 9 个批次车型,电池系统的平均能量密度为 149.24 Wh/kg,若把目前新能 源汽车电池普遍使用的 12μm 铝箔换成 10μm 或 8μm 铝箔,结合上文中 12um 电池铝箔消耗量 0.45kg/kwh,则单位能量所需铝箔分别可降至 0.38kg/kwh(10μm 铝箔)、0.30kg/kwh(8μm 铝 箔),进一步计算可以得到铝箔使用减量后的新能量密度分别为:151.0 Wh/kg(10μm 铝箔), 152.8Wh/kg(8μm 铝箔),较之使用 12μm 铝箔的锂电池,电池系统的能量密度分别提升 1.2% (10μm 铝箔)和 2.4%(8μm 铝箔)。 我国动力电池能量密度整体水平仍然较低,铝箔减薄需求迫切。截至目前,2022 年工信部《新能 源汽车推广应用推荐车型目录》公布了 9 个批次、共 330 款车型,其中 178 款车型所装配的动力 电池的能量密度不足 150Wh/kg,占比约 54%;其中仅 5 款车型所装配的动力电池的能量密度高 于 200 Wh/kg,动力电池能量密度整体水平仍然较低,因此尽管铝箔减量对能量密度的提升效果 不如铜箔明显,铝箔减薄的需求依然迫切。 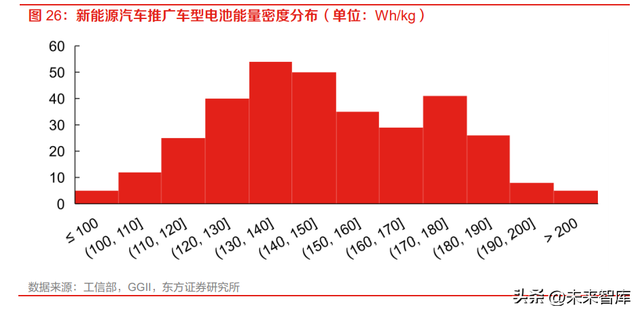 2.2 技术储备:头部厂商拥有超前于市场需求的技术实力 电池铝箔主要选用高电导率的 1 系铝合金。从铝箔行业整体来看,铝合金材料的选择范围比较宽 泛,可根据具体应用场景选取 1 系、2 系、3 系、4 系、5 系、8 系铝合金。例如,容器箔用于生 产餐盒等各类食品包装,主要采用强度较高的 3 系和 8 系铝合金。电池铝箔主要用在锂电池正极 的集流体中,锂电池的集流体既是活性物质的载体,又是电池工作时产生的电流汇集的导体,所 以导电性是电池铝箔选材的首要考虑。因此,电池铝箔主要选用 1 系铝合金,1 系铝合金含铝 99% 以上,电导率高于其他铝合金系列。 电池铝箔较多使用 1 系铝合金,加大了提升力学性能的难度。锂电池用铝箔目前使用较多的为 1060、1100 等纯铝系合金牌号,铝含量在 99%以上,合金状态为 H18 硬态。但 1 系铝合金的平 均抗拉强度和平均屈服强度偏低,纯度越高的牌号强度越低,这加大了电池铝箔提升力学性能的 难度。 电池铝箔各项指标之间此消彼长,增加了性能提升的难度。电池铝箔是铝箔的深加工产品,所以 生产难度比普通铝箔的大得多,关键技术也多。锂离子电池的特性决定了锂离子电池用铝箔产品 需要具有导电性能高、强度高、延伸率高、表面质量好、板形好等指标,其要求远远高于其他铝 箔产品。将铝箔轧制至更薄需要增加轧制油的使用量,是铝箔表面的带油量增大,导致表面润湿 性降低;此外,厚度的减薄必然导致降低力学性能指标,而且必定增加针孔数量、张力线等表面 缺陷。另一方面,力学性能指标中的抗拉强度和延伸率之间也是此消彼长的关系,相互制约。 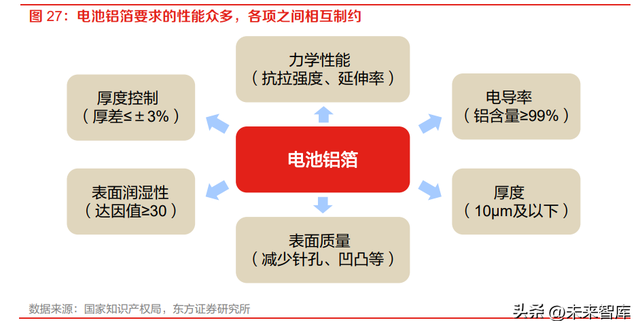 部分头部厂商能够在保证延伸率的情况下,将抗拉强度做到 280MPa 水平。很多电池厂商都在不 断提高电池箔产品的强度的要求,目前 200MPa 以上强度的要求已经很普遍,有些用户甚至要求 强度达到 270MPa 以上,这已经达到了铝箔产品冷硬化的强度极限,而且又要同时保证对应的延 伸率,生产难度大大提升。电池铝箔企业需要通过微调合金成分、改进轧制和退火工艺,来提升 铝箔的综合性能。常规的电池铝箔工艺能够达到 200-230MPa 的抗拉强度、3.4%-3.9%的延伸率。 根据各公司所获发明专利,鼎胜新材、厦顺铝箔、神火宝鼎、南山铝业等能够在保证延伸率的情 况下,将抗拉强度做到 280MPa 水平。各头部电池铝箔厂商致力于工艺提升,能够满足下游不断 提高的强度要求。 随着厚度逐渐降至 10μm 及以下,薄规格或将显著提升电池铝箔溢价。基材减薄依然是进一步提 高锂电池能量密度的最有效措施之一,近几年铝箔厚度由 20um,降低到 15um,再到 13um、 12um,部分锂电池铝箔厂商已经能够量产 10um,甚至 8um。截至 2022 年 12 月 5 日,12um 电 池铝箔的价格为 3.77 万元/吨,较 16um 电池铝箔高出 6800 元/吨,薄规格或将显著提升电池铝箔 溢价。  铝箔减薄增加了提升力学性能指标的难度。动力锂电池客户对锂电池容量密度、产品一致性和安 全性的需求大幅提升,对电池铝箔的力学性能指标提出了更高的要求。抗拉强度指铝箔在静拉伸 条件下的最大承载能力,代表抵抗外力破坏的能力;延伸率指铝箔拉伸断裂后,总变形与原长度 之间的比值,属于塑性性能指标。铝箔减薄增加了提升这些力学性能指标的难度,要在设备、工 艺、润滑上做大量工作。 仅有部分厂商能够生产抗拉强度较高的 8-9 μm 电池铝箔。根据所获发明专利,鼎胜新材和常铝 股份能够将 8 μm 电池铝箔的抗拉强度提升至 260MPa 水平,南山铝业能够将 9 μm 电池铝箔的抗 拉强度提升至 285 MPa。华北铝业能够量产抗拉强度 240 MPa 的 9μm 电池铝箔。此外,万顺新材在进行《减薄双面光电池极耳用铝箔的研制与开发》的项目研发,目的在于将厚度比现有的电 池铝箔减薄 33-46%。 2.3 产品潜力:自产坯料有助于提高铝箔性能 铝箔坯料的品质直接影响后续轧制过程中的产品质量和成品率,自产坯料是当前市场竞争状况下 的较佳选择。从铝锭原材料到铝箔成品,一般需经多个工艺过程。铝箔坯料的品质直接影响后续 轧制过程中的产品质量和成品率,铸轧作为铝箔坯料生产的关键工序,其影响因素较为关键。坯 料中金属间的化合物杂质、金属与非金属的夹杂物、氢含量,晶粒细化效果直接关系到后续轧制 产品的产品质量。随着铝箔轧制过程中厚度的减薄,铝箔坯料中存在的内在缺陷如夹渣、气泡、 第二相粒子等都将凸显出来。一般来说,铸轧生产的铝箔坯料,晶粒越细小,其常温力学性能越 好,抗拉强度和延伸率也能达到理想的状况,在铝箔轧制过程中可以获得良好的性能,能够降低 后续轧制生产中缺陷的产生。锂电池铝箔的性能指标、达因值、切边质量、板形和针孔数量等综 合性能要求较高,需要从合金成分优化、冷轧和热处理工艺把控等多角度控制铝箔坯料性能,因 此采用自产坯料形式是目前市场竞争状况下的较佳选择。 在铝锭熔炼过程中添加各种微量元素或调整元素配比有助于提高电池铝箔的机械性能。1 系铝合 金在满足铝含量 99%的同时其抗拉强度和延伸率不能满足变薄的需求,因此如何在不断减薄的同 时通过合金调剂提升铝箔质量是行业内第一道技术壁垒。铝合金材料的成分对铝箔产品的基本性 能影响极大,铝箔企业通过在铝锭熔炼过程中添加各种微量元素来调整铝箔性能,掌握调剂比例, 平衡加工硬化及加工软化之间的矛盾,保持高导电率高强度的同时,提高集流体电池箔的。目前 铝箔厂商通过在电池铝箔合金组分中添加微量元素并调配比例的方式提高其机械性能。 部分头部电池铝箔企业开始建设铝箔坯料产能,配套电池铝箔生产。在电池铝箔大规模扩产后,, 部分头部电池铝箔企业,如鼎胜新材、天山铝业等也开始规划、建设铝箔坯料产能。一方面,为 了配套电池铝箔产能,保证原材料供给,另一方面,提升铝箔坯料的“自主可控”能力,为从合 金成分端提升铝箔性能打下基础。 综上所述,随着下游需求的迭代升级,电池铝箔向厚度减薄和高力学性能发展,然而电池铝箔的 各项指标之间此消彼长、相互制约,提升其性能指标的难度较大。头部电池铝箔厂商拥有抗拉强 度 280 MPa、厚度 8-9 μm 等技术储备,领先于当前的市场需求。未来行业盈利水平或将分化, 行业龙头的技术及产品优势有望进一步凸显,达成高于行业平均的盈利水平。 (本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。) 精选报告来源:【未来智库】。「链接」 文章来源【未来智库】版权归原作者所有 |

对于腾势新能源汽车来说,2023年本应是深度走入大众视野、逐步蚕食市场份额的一年。在2022年,腾势旗下重磅车型腾势D9于10月21日量产下线;2023年1月,腾势D9交付6439台,迅速冲上MPV月度销量榜单前三。但就在业界十 ...
据初步统计,上海全市涉及贸易结算的充电桩已超过10万根。这一备受关注的重要计量器具从2023年1月1日起全国范围内所有用于贸易结算的、向社会提供充电服务的电动汽车充电桩实行强制检定,确保其计费准确可靠。不同的 ...
