|
(报告出品方/作者:华创证券,黄麟、苏千叶) 一、4680:吹响圆柱电池升级的号角(一)发展历史复盘:技术路线三分天下,胜负难分 1、圆柱电池发展历史复盘 索尼:最早发明者,最终退出行业。1992 年发明锂离子电池,一经推出就以超高的能量 密度碾压传统镍氢电池,1994 年索尼成为最大笔记本生产商戴尔的电池供应商,2006 年某会议上戴尔笔记本着火,索尼召回 1000 万块电池,而后韩国和中国电池生产商崛起, 索尼深陷亏损泥潭,2016 年出售锂电业务。 松下:与特斯拉相互成就。1994 年研发锂离子电池,1997 年丰田 Prius 采用松下圆柱 18650 电池,2008 年收购三洋电机,并供应特斯拉 Roasder,2010 年押注等离子电视巨亏,转 型动力电池并入股特斯拉,2014 年美国建厂,与特斯拉相互成就。 LG:牵手特斯拉迎来高光时刻。1999 年就量产了 18650 电池,但直到 2019 年才进入特 斯拉供应链。 SDI:大公司小业务。1999 年量产业内最大容量 1.8Ah 电池,曾经在笔记本电脑市场中 占有优势地位,但在动力电池中一直踌躇不前。 2、方形电池发展历史复盘 SDI:昔日方形电池的龙头老大。1999 年开发出方形动力电池,2009 年成为宝马动力电 池供应商,2016 年因中国白名单政策,转向欧洲布局,锂电池业务在公司营收占比较低。 CATL:补贴政策的最大受益者,崛起的万亿龙头。2011 年因被宝马相中,独立出来专 做动力电池。2014 年因补贴政策出货量剧增,2014 年转向研发高能量密度三元材料,2016 年白名单政策以及补贴政策倾向高能量密度材料,出货量得到突破。 BYD:1995 年公司成立,1997 年手机电池全球出货量第 4,2003 年进入汽车领域,2006 年研制 F3e 纯电动轿车,2009 年量产纯电动客车,2010 年纯电动乘用车 e6 量产,受益 于补贴政策,成为国内龙头,2016 年补贴政策倾向三元材料,叠加 BYD 不外供电池, 出货量占比日益降低,2020 年发布刀片电池和 DMI 车型,市占率持续走高。 3、软包电池发展历史复盘 AESC:早期的王者,点错了科技树。2007 年成立,专注于锰酸锂技术路线,2010 年搭 载 AESC 的经典车型日产 Leaf 上市,创造了 9 年零电池安全事故的质量佳话。2017 年 因锰酸锂优势不再,AESC 不再是 Leaf 独家供应商,2019 年被远景收购。 LG:软包电池集大成者。LG 在手机电池中沉淀多年,2009 进入动力电池市场,首款车 型为现代混动车型,2010 年配套雪佛兰 Volt,2017 年雪佛兰 Volt 和 Bolt 销量突破 5 万 辆,2018 年和大众合作开发 MEB,LG 软包电池达到鼎盛,2021 年现代和通用因电池安 全问题召回,大众电池日宣布选择方形标准电芯,软包电池遭遇挫折。  (二)发展历史复盘:技术路线三分天下,胜负难分 评判技术路线一定要在系统/整车的角度评估,不能将单体电芯的优劣推演至系统: 电芯能量密度高≠系统能量密度高,软包电芯的能量密度高,但在系统级别软 包电池的结构件重量远高于硬壳电池,使得系统级的能量密度差异不大。 电芯安全性好≠电池系统安全性好,在电池包内电芯的散热路径、紧固状态、 高压连接等都会影响热失控防护效果,软包电池在电芯级安全性能优于硬壳电 池,但系统级防护难度和成本也很高,整体上并无明显优势。 (三)圆柱电池生产工艺,全极耳工艺不成熟影响良率 圆柱电池生产工艺在三种封装方式中最为简单,生产效率最高。主要的生产工艺包括: 配料、涂布、碾压、模切、卷绕、焊接、等工艺。 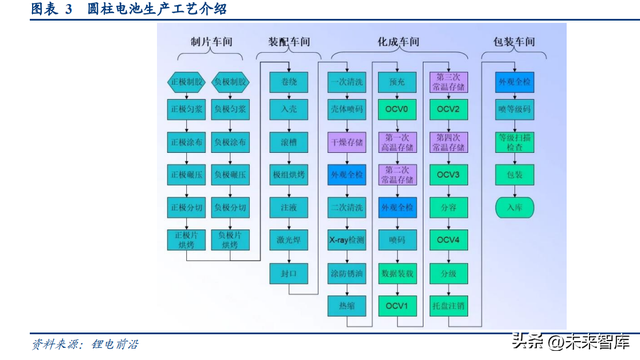 4680 全极耳电池生产工艺的难在于:模切:全极耳电池在进行极片涂布时,会在集流体边缘预留空箔区,经过辊压 和分切后,将集流体边缘的空箔区切割成多个极耳,再进行卷绕。激光切割极 耳存在以下问题:①极片在切割时容易抖动;②切割后废料不能有效排出问题; ③模切长度和次数远高于常规极耳。 揉平:在 4680 圆柱电池制造工艺中,需要对电池卷芯的全极耳进行揉平,待电 池卷芯的断面平整后再与极板焊接。揉平过程中难点极多:①揉平速度过快时, 极片外翻;②揉平速度过慢时,生产效率低;③揉平时产生金属屑较多,导致 内部短路;④活材料脱落等问题;⑤摩擦产生大量粉尘;⑥产生极耳褶皱。 焊接:4680 电池极耳焊接由于极耳数量增多使得焊接量增大。电芯焊接中道工 艺一般有极耳的焊接(包括预焊接)、极带的点焊接、电芯入壳的预焊、外壳顶盖 密封焊接、注液口密封焊接等。焊接周长和时间增加了,全极耳和集流体的留 白空间有限,有热堆积效应,会影响一致性,焊接过程中容易产生热堆积。 模切:通过分切机,将碾压后的极片卷料按照实际需求,分切成制作电池所需 的宽度。4680 电池是直接在空箔上切割极耳成型,对高速制片设备提出了更高 的激光切割精度、速度、质量要求。 4680 全极耳电池部分解决方案: 模切:将正负极全极耳模切成多个平行四边形的极耳单体,不仅能够在揉平过 程中杜绝极片外翻,在与电池外壳组装时,不易刮伤电池外壳的内壁;且能够 减少金属屑的产生,避免短路;同时,这种平行四边形结构能够有效减少揉平 时的辊压力,从而避免活性材料的脱落,大大提高良品率。 揉平:各厂家揉平工艺差别极大。CN 11356039 A 的专利显示,在全极耳外套 上揉平套,揉平头一边自转一边接近揉平套,待接触揉平套后直接碾转作用在 揉平套上,并带动揉平套弹性变形而将碾转力传导作用于全极耳上完成揉平; 由于揉平头不再直接接触全极耳,故能有效防止将全极耳部分揉碎,从而消除 对产品质量的影响,也更好的提高了良品率。CN 110518184 B 的专利显示:超 声波揉平对电芯的端面进行超声波的预处理揉平,然后进行机械揉平。超声波 揉平包括设置在电芯两端的超声波揉平头,超声波揉平头上有凹槽,电芯两端 插入对应的超声波揉平头的凹槽中。电芯输送入超声波揉平单元,超声波揉平 头对电芯两个端面进行振动揉平,可以实现平整效果,提高电芯端面紧实度, 为后续机械揉平做好准备。机械揉平头为陶瓷揉平头。机械揉平头对电芯进行 旋转挤压揉平。只利用超声波揉平会导致揉平端面不够平整的缺陷。CN 213878154 U 专利则选择在涂布之后再边缘空白处涂抹绝缘材料,绝缘材料与 活性物质水平高度一致,使得卷绕后集流体形成完整平面,无需进行揉平处理; 焊接:极耳焊接当前通常采用激光器进行焊接。精确调整焊接速度、焊接深度、 焊接宽度等优势,适应不同材质及产品的焊接,达到精准焊接,质量更可靠, 外观更整洁。 (四)众多因素影响圆柱电池发展,4680 专为动力电池设计,克服多种缺陷 圆柱电池发展缓慢的原因分析: 1) 优质供给少:国内一线企业比亚迪和宁德时代都是方形电池技术路线,二线电池企 业技术不成熟,市场占有率低。 2) 下游车企少:18650 电池本身是为消费电子设计的,最初并未考虑运用在汽车中, 电芯尺寸很小,系统集成难度极高。Model S 集成 7000+个 18650 电池的难度超高, 即使放在今天,大多数车企也无法成熟运用 7000+节电池,导致车企望而却步。 3) 成本高昂:由于圆柱电池单颗电芯容量小,非活性物质占比高,降本速度低于方形 电池。 4) 路径依赖:2014-2016 年中国补贴政策推动商用新能源车飞速发展,而商用车电池空 间大,如果使用圆柱电池,则需要至少上万节电池,商用车企业自身技术实力薄弱, 无法驾驭如此庞大数量的电池,补贴政策时间窗口有限,抢装潮下自然选择集成难 度最低的方形电池,2016 年的动力电池出货量前 2 名为 BYD、CATL,从那时起就 是双强局面。 以上问题有望得到缓解,我们认为 4680 将加速圆柱份额提升: 1) 优质供给增加:白名单放开,万亿龙头入场。2019 年 6 月 21 日《汽车动力蓄电池 行业规范条件》正式废止,意味着中国动力电池市场正式向国外电池企业开放,LG、松下等可以为中国市场提供优质的圆柱电池。国内宁德时代、亿纬锂能已经投入 4680 圆柱电池研发,目前已经公开表示投入 4680 电池研发的企业包括:特斯拉、LG、 三星 SDI、CATL、亿纬锂能等。 2) 电池数量降低,集成难度降低:特斯拉现在使用的是 4416 节 21700 电池,将来会使 用 960 节 4680 电池,系统集成门槛大幅降低。 3) 容量增加,成本差距缩小:4680 圆柱电池容量是 21700 电池的 5 倍,叠加圆柱电池 生产效率高、良率高,采用更高镍含量的正极材料和更多的硅负极,4680 电池的成 本与方形电池的成本差距缩小。 4) 宝马率先切换圆柱电池:在 BMW Gen6 的电池系统中将会采用圆柱电芯。作为 CATL 的伯乐,宝马曾坚定不移的选择方形电池技术路线,现在带头切换至圆柱电池技术 路线,必定也将深刻影响其他车企。 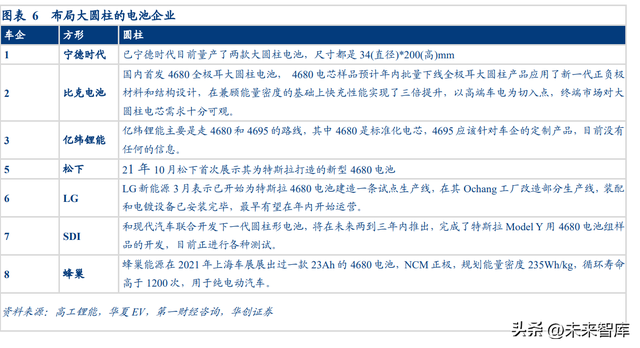 二、安全性能:圆柱电池具有天然优势,Model 3 极限工况实测(一)滥用工况:相同化学体系下,圆柱电池系统最安全 《前瞻新技术之一:动力电池无热蔓延技术》中详细分析了热失控防护的主要设计 包括:热、冲击、气体、电压、液体和固体等。 热:圆柱电池显著优于方壳及软包电芯 圆柱电池的单体电芯容量远远低于方形和软包电池。1865/2170/4680 的单体电 芯容量约为 2.5/4.8/26Ah,而同时期方形铝壳电池基本在 50-300Ah,软包电池 基本在 30-100Ah。 圆柱电芯的接触面积为零,与方形、软包电池差异很大。同时由于圆柱电芯之 间存在缝隙,电芯间填充隔热灌封胶,电芯的接触面积是零,若某个电芯发生 热失控,热量必须经过灌封胶再传递至周边电芯。但方形电池和软包电池是大 面接触,传热面积很大,对隔热的要求很高。 冲击:泄压阀朝下设计,安全性显著高于泄压阀朝上的普通方形电池 电芯开阀后气、液、固混合物高温高速冲击,特斯拉圆柱电池的泄压阀朝下设 计,完美避开电池包上盖无法承受冲击力的问题。 气体:底部悬空形成天然烟道,实现高效泄压。 电池包内部形成高压,设计应该考虑良好的烟道、泄压阀,否则内部压力过大 会造成结构件撕裂。而高温烟气的路径只经过电池包底部,电池托盘的结构强 度远远高于上盖,风险较低。 电压:热电分离。所有高压零件均超上方,泄压阀朝下方,在热失控时高温烟 气不会威胁到电芯上方的高压零件,短路风险低。 液体和固体:在热失控时朝下喷发的导电材料不会威胁到上方的高压零件,仅 需要考虑堵塞泄压阀的风险。  (二)极限工况:Model 3 实车 90min 激烈驾驶+快充,仅小幅触发降温措施 1、特斯拉电池热管理优势明显 特斯拉 Model 3 采用圆柱电池在极限工况保持电池热安全具有天然优势:1)单个电 芯很小,保证电芯内部温度场均匀性极佳;2)冷却管路覆盖面积极大,保证电池 pack 内不同电芯的温度均匀性;3)通过优秀的热管理措施,能够在极短的时间内将热量迅速 排出。 特斯拉整车热管理设计理念领先:通过制冷模式下冷却液在 Superbottle 智能冷却液 储罐的管路切换阀和水泵驱动下,分别分两路进入电池和功率电子进行冷却,最后经 Superbottle 集成的散热器将热量释放至空调系统。电池液冷回路包括两条散热途径:1) 换热器+散热器+风扇回路,实现间接风冷+能耗低;2)换热器+空调系统,实现空调强 制快速冷却。 Model Y 比 Model 3 热管理系统进一步升级。Model 3 采用四通阀,将电池和电驱 电控的热管理系统整合,甚至利用电机堵转降低效率的方式来加热电池,但座舱依然需 要 PTC 加热。Model Y 把两个四通阀叠加组成八通阀,将空调和三电整合起来,实现 十二种制热和三种制冷模式。前舱散热器从两个减少到一个,完全依靠复杂的控制策略 来实现热量的合理分配。Model Y 取消 PTC, 加热改用热泵,同时还加入了一个压缩 机,它也可以直接产生热量,功率与主流 PTC 相当(5-6 kw),所以可提供足够的制热 功率。  2、Model 3 连续极限工况测试电池未开启强制冷却 采用双电机版本 Model 3 进行实车极限工况测试,探索 Model 3 在极限工况下的热 安全措施,按照冷却系统措施可区分以下等级。 Model 3 实车极限工况测试表现优异,电池未出现过温、限流情况。Model 3 是运动 型车型,对车辆在激烈驾驶中的表现有严格的要求,通过实车测试发现,在长达 90min 的极限工况下,电池 SOC 从 90%降低至 39%,电池温度从 29℃上升至 52℃,电池始终 未出现过温、限流等情况,说明该工况未探测到 Model 3 的极限工况下热安全性能极高。 在工况 1~4 连续 60min 的激烈驾驶条件下,空调压缩机全程未开启,说明 Model 3 的热管理能力极强,完全不需要空调介入。取工况 4 中的数据进行分析,电池 SOC 由 61.2%降低至 55.5%,电池温度由 38.5℃上升至 41℃,冷却液流速未发生变化,空调压缩 机全程未开启。 连续激烈驾驶 65min 后,工况 5(连续 60~100kpm 急加减速)中才勉强触发热管理 动作,压缩机未满功率运行,说明连续 90min 的激烈驾驶完全未触及 Model 3 性能上限。 工况 5 可区分为 4 个阶段:1)电芯温度缓慢提升,冷却液维持低流速,压缩机未开启; 2)电芯温度提升至 45℃,冷却液间歇性高流速,压缩机间歇性开启;3)电芯温度提升 至 48℃,冷却液维持高流速,压缩机连续性小功率(~0.3kw)开启,4)驾驶工况趋缓, 电芯温度维持 47~48℃,冷却液流速逐渐降低,压缩机关闭。 连续激烈驾驶后进行快充,电池最高温度 49.5℃,空调压缩机未开启,完全未触及 Model 3 性能上限。快充可分为 4 个阶段:1)电芯温度缓慢提升,冷却液维持低流速 6L/min, 压缩机未开启;2)充电至 53.7%,电池温度提升至 43℃,冷却液流速提升至 8L/min, 维持一段时间后继续提升至 14.5L/min,之后缓慢降低至 6.5L/min,压缩机未开启;3) 45A 恒流充电,电芯温度维持在 49.5℃,冷却液维持低流速,压缩机未开启,4)乘客舱 开启空调,电池涓流充电,冷却液与入水口温度动态调整,电池温度缓慢降低至 45.5℃。 圆柱电池在极限工况中的热性能优势:1)整车上限极高,充分利用圆柱电池冷却面 积大的特点,普通工况根本不需要空调为电池降温,只在极端工况下开启空调压缩机为 电池降温;2)有助于降低整车能耗,提高乘客舒适度;3)电池温度场分布均匀,有助 于提升电池寿命。 总结:圆柱电池安全性能更优。 1) 滥用工况:圆柱电池单体释放能量最低,单位散热能力、与周边电芯的隔热能 力最强,热失控防护难度和成本最低。 2) 极限工况:Model 3 实车测试,连续 90min 激烈驾驶+快充,电池最高温度 49.5℃, 空调仅短暂小功率开启,Model 3 电池热安全性能上限极高。 三、快充性能:大电流+高电压是快充终极路线,4680 更有优势(一)手机快充复盘:高电压+大电流快充是趋势 充电速度慢曾经也是手机的痛点,复盘手机快充的发展历史有助于理解汽车快充的发展 方向。根据 P=U*I,提升快充有三种方式:1)电流不变,提升电压;2)电压不变,提 升电流;3)电压、电流二者都提升。 1) 第一阶段(2007-2013):5W 慢充时代,电池可拆卸。2007 年 iPhone 4 的发布标志 着移动设备进入智能机时代,但随着智能手机功率越来越高,手机电池的发展速度明显 无法满足需求。 2) 第二阶段(2013-2016):快充萌芽时代,高电压和大电流两条技术路线。小米、华 为、高通都尝试增加电压来提升充电功率,功率基本都在 10W 左右,主要原因是 Micro USB 2.0 只能承受最大电流 2A。2014 年 OPPO 选择特立独行,直接彻底改造充电头和 数据线,将 Micro USB 的针脚从 5pin 增加到 7pin,使用能承受 4A 的特制线材,充电头 也整合了 IC 电路,实现大电流快充,最大功率 22.5W(5V-4.5A),“充电五分钟,通话 两小时”的广告词家喻户晓。 3) 第三阶段(2016 年至今):快充起飞时代,技术路线:高电压+大电流。接头、线材、 电池、充电器全方位进化,充电时长也从 3 小时缩短至 30 分钟以内。所有的厂商都不约 而同的选择同时提升电压和电流,OPPO 125W(10V-12.5A),小米 120W(20V-5A),华 为 66W(11V-6A)。 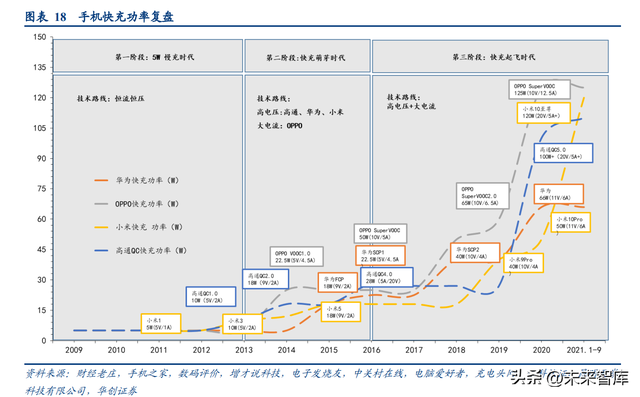 (二)新能源车快充:仅靠 800V 快充不尽人意,800V 搭配大电流才最快 首款 800V 车型保时捷 Taycan 快充能力不尽人意。实际快充测试结果显示:Taycan 最大 快充功率 262kw,与特斯拉 Model 3 的最大快充功率 250kw 并未拉开差距,其中特斯拉 的快充电流受限于充电桩,而非电池本身。充电至 30%SOC 后 Model 3 的充电功率开始 急剧下降,保时捷 Taycan 在后段显现优势。 Taycan 的补能速度低于 Model 3。Model 3 最高补能速度 900km/h,优于 Taycan 的 600km/h。 Taycan 车身重量和电池容量均远高于 Model 3,但续航却低于 Model 3,Taycan Turbo S 电池 93.4kw,车身重量 2370kg,NEDC 续航 412km。Model 3 performance 电池 76.5kwh, 车身重量 1836kg,NEDC 续航 605km。 整车平台电压提升到 800V 已经成为共识。受限于硅基 IGBT 功率元器件的耐压能力,之 前电动车高压系统普遍采用的是 400V 电压平台。基于该电压平台的充电桩中,充电功 率最大的是特斯拉第三代超级充电桩,达到了 250kW,工作电流的峰值接近 600A。如果 想要进一步提高充电功率、缩短充电时间,就需要将电压平台从 400V 提升到 800V、1000V 甚至更高的水平,来实现高压系统的扩容。 800V+大电流才是最强快充。根据 P=U*I ,同时提高电压和电流才是最佳解决方案,参考 手机快充复盘,我们预估汽车快充的最终方案也是高电压+大电流技术路线。8 月 30 日, 广汽埃安发布了“充电 5 分钟,续航 200 公里”的快充技术以及 480kw 超充桩,实车测试 结果显示,800V 车型最高充电功率 476.7kw,对应电压和电流分别为 851.8V 和 560A。 400V 车型最高充电功率 240kw,对应电压和电流分别为 457V 和 525A,800V+大电流方 案显示出明显优势。 大电流快充电池发热严重,全极耳圆柱电池更适合大电流超充。根据基本定律 Q=I2*R, 500A 充电的发热量是 100A 充电的 25 倍,如何快速将热量传递出去,是实现大电流快充 的瓶颈。相比于圆柱电池,方形电池具有以下缺点:1)方形电芯散热路径长,方形电池 体积和容量远大于圆柱电池,极柱热量和内部中心热量传递到水冷板的传热路径远大于 圆柱电池;2)电芯内部温差大,进而影响电池一致性、安全性能、电化学性能。50Ah-LFP 方形电芯经过 3C 快充后极柱温度 64℃,电芯壳体最低温度 39℃,电芯内部最高温度 54℃, 最大温差达到了 25℃,而 18650 圆柱电芯 2C 放电后内部温差仅 1℃;3)电芯内部曲率 差异较大,方形电池内部存在多个卷绕,卷绕折角处与中心为的曲率半径不一致,导致 材料界面不一致,不同位置的材料快充能力不一致。 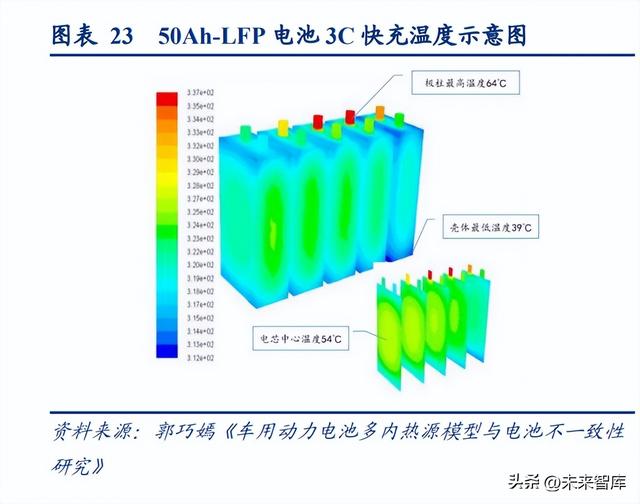 (三)全极耳:集流体内阻下降 3 个数量级,解决大电流快充发热问题 18650 电芯设计之初并未考虑到应用于电动车领域,电芯过流能力有限。根据电芯 实物拆解信息, 18650 电芯仅依靠一根焊接极耳汇集电流。正负极紧靠正极极片中间有 一根焊接的极耳,而负极极片最侧边有一根焊接的极耳,所有电流均汇集到极耳处,然后再导出到电池外部。这也造成了焊接极耳位置电流最大。 全极耳方案提高导电/热面积,降低内阻,实现更大的充电电流。全极耳简化了电池生产 过程中的绕制和涂料流程,提高导电面积,降低电芯内阻及发热,提升充电速度。 大倍率充放电时正负极极耳温度最高,是快充的瓶颈。根据电池热仿真数据显示,18650 电池在常温开放环境中进行 2C 放电,正极极耳与负极极耳的温度最高,达到了 308.7 K。 而特斯拉 V4 功率达到了 350kW,最高充电倍率约 5C,发热更为严重,现有的极耳设计 无法满足大倍率充电的热管理要求。 全极耳铜箔内阻为常规极耳铜箔内阻的 1/3602。集流体内阻的计算公式为 R=ρL/3S,常 规极耳和全极耳的电子传输距离 L 分别为:4506/75mm,集流体横截面积分别 S 为: 8μm*75mm 和 8μm*4506mm,等效内阻分别为:2.5E6*ρ 和 6.94E2*ρ。 全极耳铝箔内阻为常规极耳铝箔内阻的 1/825。常规极耳和全极耳的集流体内阻计算公式 分别为R=ρL/12S 和 R=ρL/3S,正极常规极耳和全极耳的电子传输距离分别为:4319/73mm, 集流体横截面积分别为:15μm*73mm 和 15μm*4319mm,等效内阻分别为:3.29E5*ρ 和 3.76E2*ρ。 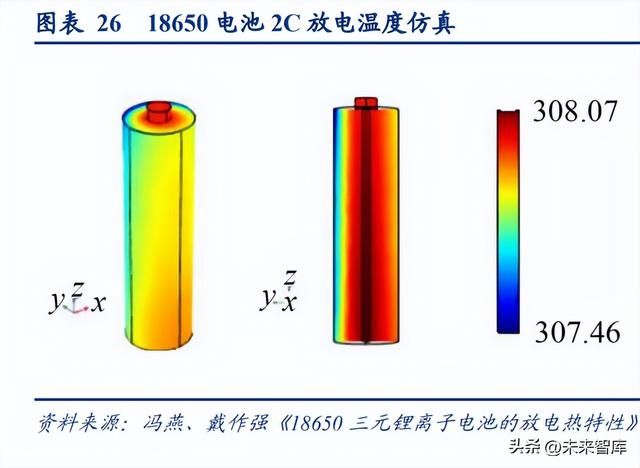 全极耳设计的产热速率、局部温度分布、电流密度分布等均优于单极耳。在单极耳电池 中,集流体极耳区域的初始产热速率明显高于集流体其余部分,温度和电流密度分布不 均匀。全极耳设计中,1C 放电 60 秒后,由于电子传输路径短,较小的局部电阻,温度 和电流密度分布更加均匀。由于温度和电流之间的正反馈,随着放电的进行,初始的不 均匀性进一步加剧。因此,单极耳的温度和电流密度标准偏差迅速增加并高于其他设计。 对于全极耳设计,产热速率比单极耳低两个数量级,从而减轻不均匀性。尽管电池核心 和电池表面之间存在轻微的温度梯度,但整个电池的温度大多是均匀的。 总结: 1) 手机快充复盘:初期有大电流和高电压两条路线,但最终路线均为高电压+大电流。 2) 预计汽车快充最终路线:高电压+大电流,全极耳为大电流快充而生。Model 3 电压 350V,最大功率 250kw,保时捷 Taycan 电压 800V,最大功率 262kw,单纯提高电压无 优势。各车企密集发布高电压+大电流快充技术,最大功率 480kw。全极耳圆柱电池更适 合大电流快充。 3) 全极耳集流体内阻降低 3 个数量级,解决大电流快充发热问题。铜/铝箔内阻为常规 极耳铜/铝箔内阻的 1/3602 和 1/825。 (本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。) 精选报告来源:【未来智库】。系统发生错误 文章来源【未来智库】版权归原作者所有 |

中商情报网讯:锂电池设备是锂电池生产过程中所用设备的总称,包括检测设备、浆料制备设备等。近年来,新能源汽车爆发式增长,带动了锂电池设备市场需求持续增加。市场规模增长显著随着我国锂电池设备厂商技术指标陆 ...
中商情报网讯:近年来,锂电池发展迅速,在小型二次电池市场中占据了最大的市场份额,已成为化学电源应用领域中最具竞争力的电池。锂电池不仅广泛应用于新能源汽车、消费类电子产品、储能领域,而且受工业智能化、军 ...
