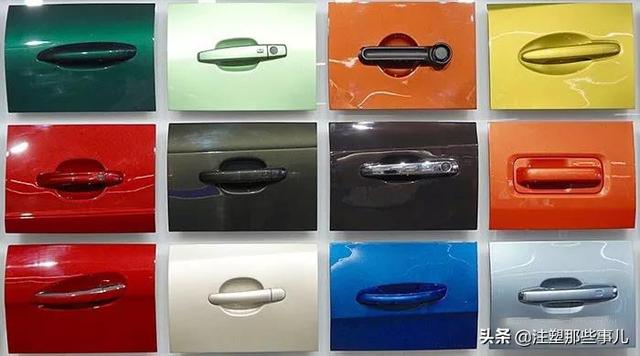
 德国WITTE Automotive集团于2016年在波西米亚北部奥斯特罗夫投产了一家工厂,专业生产形状、颜色和功能多样化的汽车门把手及锁模块。 根据客户的特殊要求,该工厂生产出了3种不同类型的门把手,包括: 1. 内置有传感器和适当电子组件的门把手,它需要内壁光滑的安装空间,因此在生产时,模内的机械滑块会推出以创造必要的空间。 2.由两个或更多的壳体组成的门把手,这些壳体通过卡扣和螺栓被固定在一起。 3.没有集成传感器电子组件的门把手,这是采用气辅注塑成型技术生产的整体式空心部件。 这些门把手采用30%玻璃纤维增强PA6制成,外壳采用PC/ABS混合物制成,背后的结构组件采用30%玻璃纤维增强PP制成。 目前,奥斯特罗夫工厂的年产量大约是350万件,运行了14台锁模力1800~5500kN的威猛巴顿菲尔注塑单元,这些注塑机集成了威猛的线性机械手和用于对注塑成型的门把手进行自动化下游处理的周边设备。  混合动力的威猛巴顿菲尔MacroPower E 500/2100注塑机,配备了一个全电动的注射单元和一个伺服液压的两板锁模单元,以最佳的能源效率成型出了质量始终如一的高品质产品,从而完全满足了客户的要求。在所生产的产品中,大约有100万个门把手是采用威猛巴顿菲尔的AIRMOULD®气辅注塑技术生产的空心部件。  作为减小塑料部件壁厚的最有效的方法之一,气辅注塑还缩短了必要的冷却时间、减少了材料消耗,而且模具内无需复杂的机构。 这项工艺看似简单,但为了获得最佳结果,却要求高精密的过程控制: 第一步是完全填充型腔,通过型腔壁的冷却而使外层得到凝固。然后,剂量得到控制的氮气,在高达300bar的压力下通过注射喷嘴被吹入塑料熔体中,在此,加压的气体就像活塞一样发挥作用,令仍然是液态的塑料熔体通过一个机械打开的通道,从核心区移入溢流腔中。根据门把手的类型,被推出的塑料熔体量大约是总量的25%~30%。空心部件内部的气压随后抵消了冷却带来的收缩,从而消除了外表面上潜在的缩痕缺陷。冷却结束时,成型部件和溢流腔中的内容物被取出。将溢流腔中的内容物切除并回收,使之重新与原生材料一起使用。根据门把手的类型,循环时间大约缩短了45~50s,因此与采用滑块的生产循环时间大体相当。 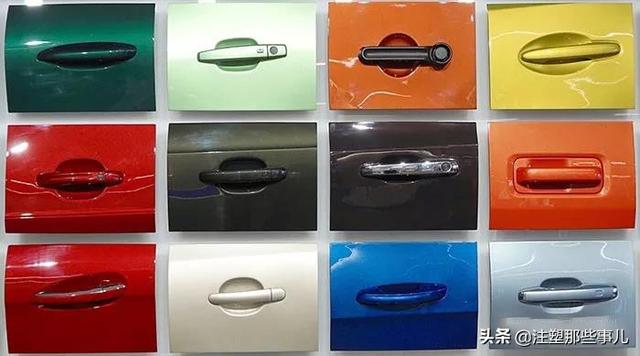 德国WITTE Automotive集团于2016年在波西米亚北部奥斯特罗夫投产了一家工厂,专业生产形状、颜色和功能多样化的汽车门把手及锁模块。 根据客户的特殊要求,该工厂生产出了3种不同类型的门把手,包括: 1. 内置有传感器和适当电子组件的门把手,它需要内壁光滑的安装空间,因此在生产时,模内的机械滑块会推出以创造必要的空间。 2.由两个或更多的壳体组成的门把手,这些壳体通过卡扣和螺栓被固定在一起。 3.没有集成传感器电子组件的门把手,这是采用气辅注塑成型技术生产的整体式空心部件。 这些门把手采用30%玻璃纤维增强PA6制成,外壳采用PC/ABS混合物制成,背后的结构组件采用30%玻璃纤维增强PP制成。 目前,奥斯特罗夫工厂的年产量大约是350万件,运行了14台锁模力1800~5500kN的威猛巴顿菲尔注塑单元,这些注塑机集成了威猛的线性机械手和用于对注塑成型的门把手进行自动化下游处理的周边设备。  混合动力的威猛巴顿菲尔MacroPower E 500/2100注塑机,配备了一个全电动的注射单元和一个伺服液压的两板锁模单元,以最佳的能源效率成型出了质量始终如一的高品质产品,从而完全满足了客户的要求。在所生产的产品中,大约有100万个门把手是采用威猛巴顿菲尔的AIRMOULD®气辅注塑技术生产的空心部件。  作为减小塑料部件壁厚的最有效的方法之一,气辅注塑还缩短了必要的冷却时间、减少了材料消耗,而且模具内无需复杂的机构。 这项工艺看似简单,但为了获得最佳结果,却要求高精密的过程控制: 第一步是完全填充型腔,通过型腔壁的冷却而使外层得到凝固。然后,剂量得到控制的氮气,在高达300bar的压力下通过注射喷嘴被吹入塑料熔体中,在此,加压的气体就像活塞一样发挥作用,令仍然是液态的塑料熔体通过一个机械打开的通道,从核心区移入溢流腔中。根据门把手的类型,被推出的塑料熔体量大约是总量的25%~30%。空心部件内部的气压随后抵消了冷却带来的收缩,从而消除了外表面上潜在的缩痕缺陷。冷却结束时,成型部件和溢流腔中的内容物被取出。将溢流腔中的内容物切除并回收,使之重新与原生材料一起使用。根据门把手的类型,循环时间大约缩短了45~50s,因此与采用滑块的生产循环时间大体相当。 文章来源【注塑那些事儿】版权归原作者所有 |

01注射成型模具单分型面:双分型面:带活动镶块:侧向分型:热流道:侧向分型-干涉:剪切式切断浇口:单推板二次推出机构-弹簧式:单板二次推出机构-摆块拉板式:单板二次推出机构-斜导柱滑块式:双推板二次推出机构 ...
近些年来,随着城市电瓶车保有量的大幅度增加,违规停放、“飞线充电”等安全隐患层出不穷、屡禁不止,成了社会治理的一大难题。而由于充电不当所引发的楼道火灾事故也时有发生,严重影响了居民的正常生活。普陀区曹 ...
