美的空调分体机的导风板翘曲变形案例分析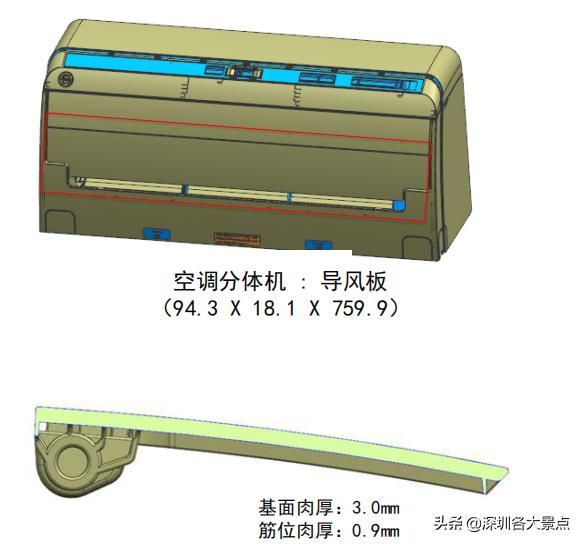 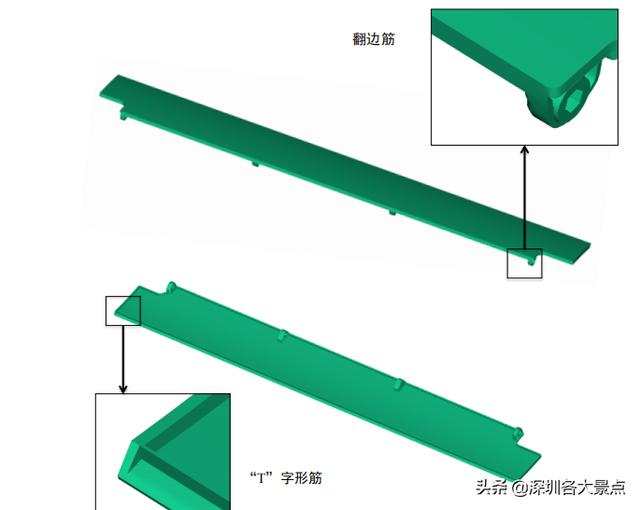 变形方向预测 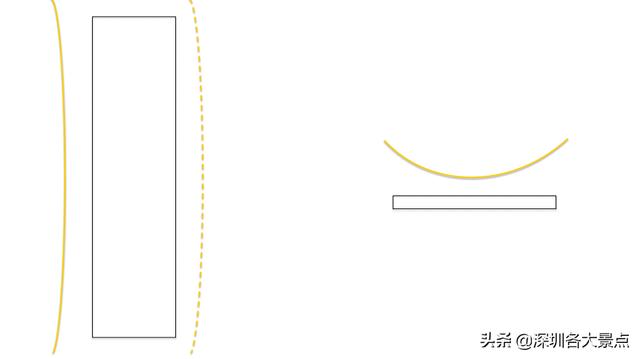 原始产品方案模具设计、材料及工艺介绍 模具穴数:2 产品材料:ABS(Terluran GP-22) 浇注系统:六点针阀热嘴转斜顶进浇 阀针开启顺序:1先开,再开2与3 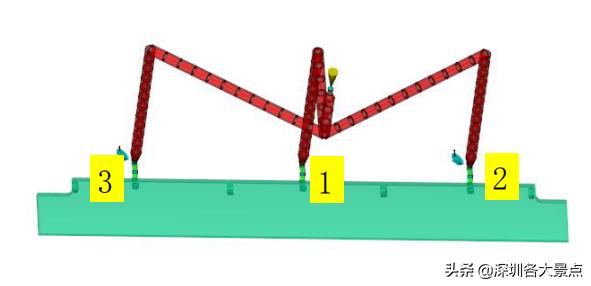 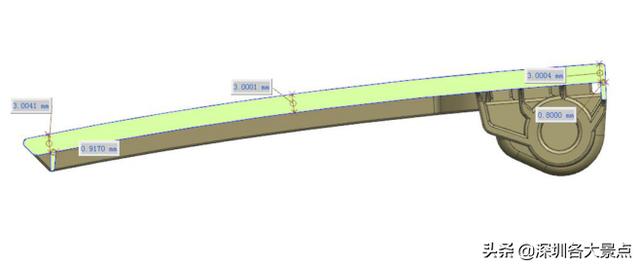 原始方案分析结果 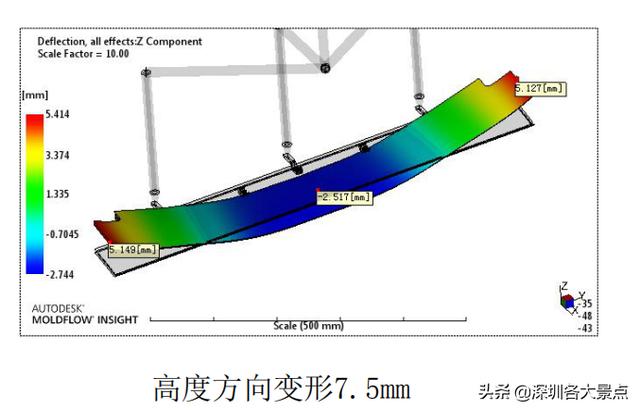 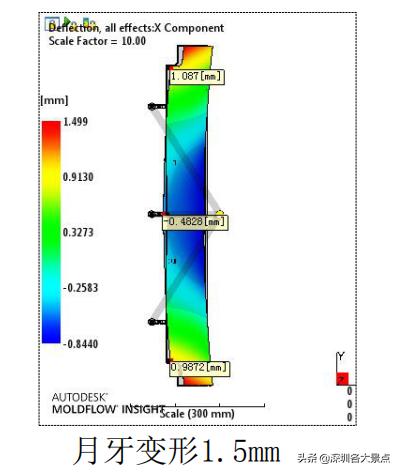 原始方案改善分析 变形原因分析(冷却、取向、收缩) 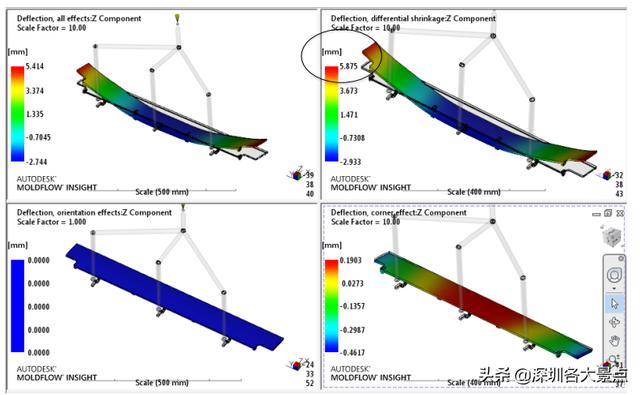 变形原因分析(冷却、取向、收缩) 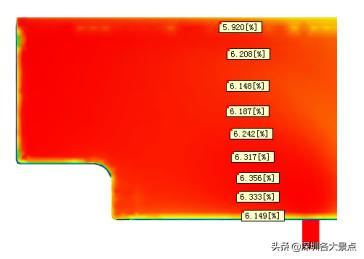 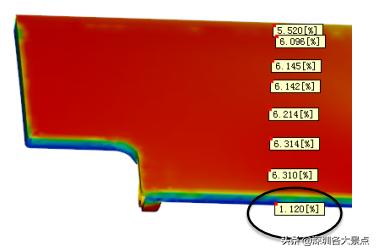 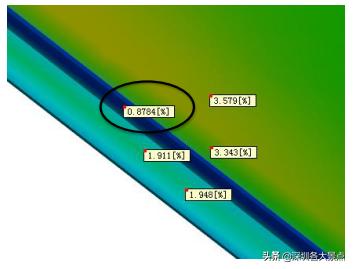 改善方向,减薄壁厚 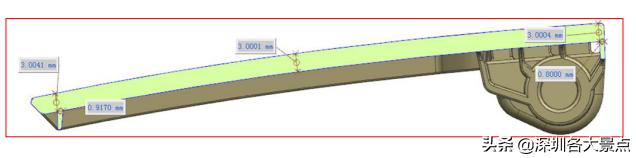 壁厚更改前 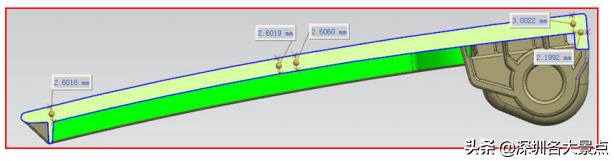 壁厚更改后 原始产品与开模产品分析结果对比: 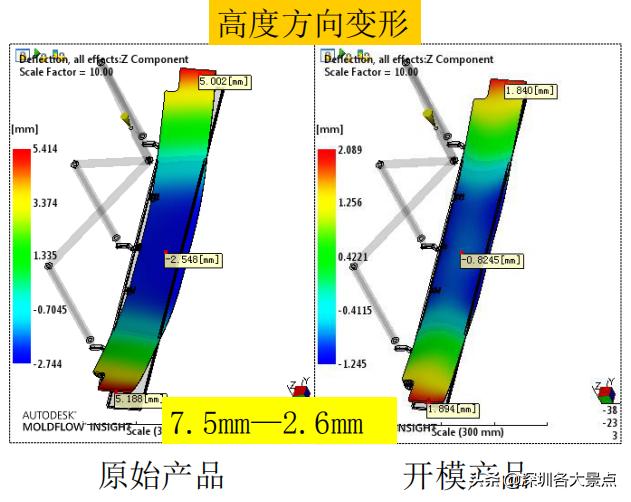 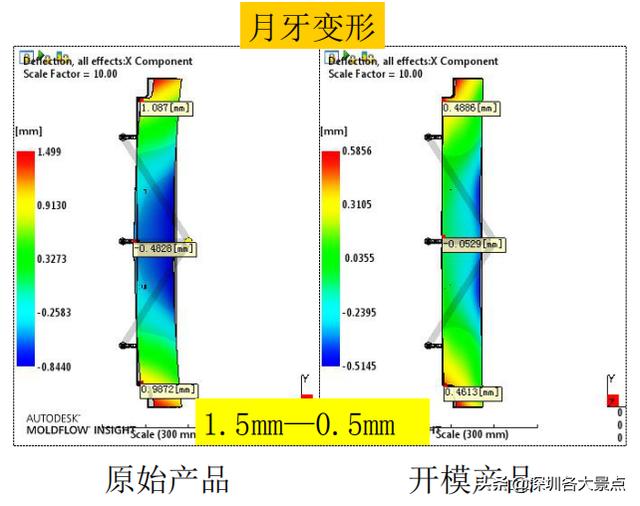 根据moldflow分析的结果开模 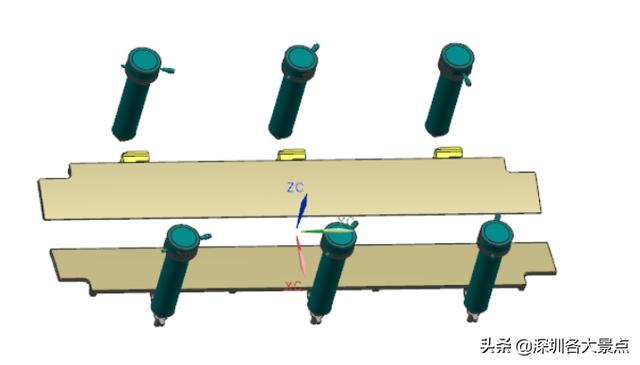 试模出来的结果还有变形问题, 产品存在月牙及高度方向翘曲变形。 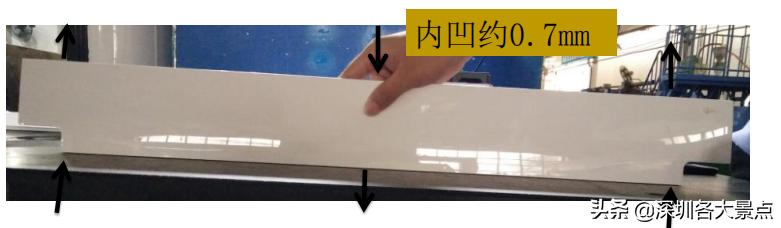 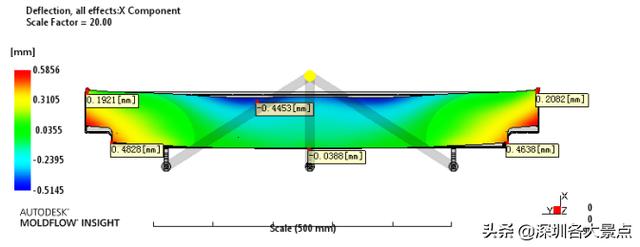 产品高度方向翘曲变形 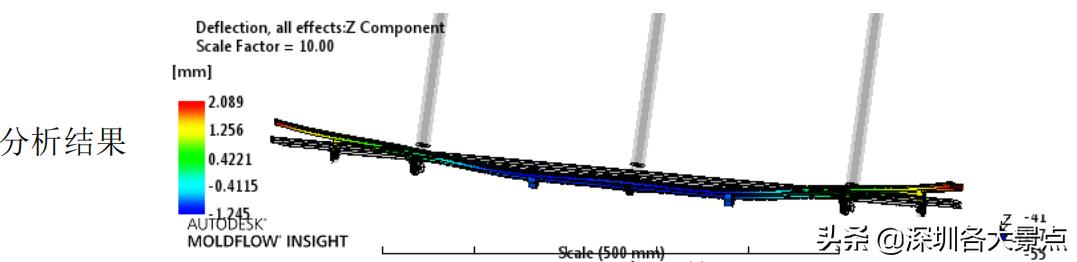  装配问题 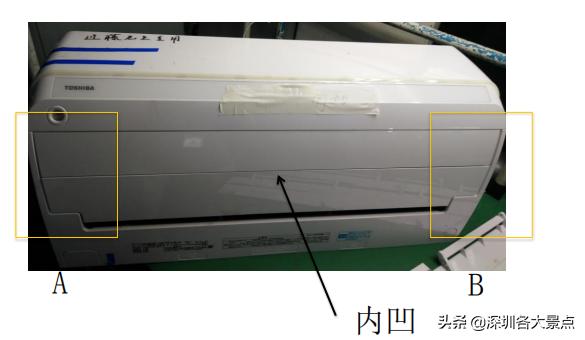  变形影响装配  装配间隙大 这样变形严重影响装配,客户是不接受的,只能再次解决变形问题。 原因分析及改善方案 1,冷却不均 单元模具的一侧与另一侧的温差 可以改善,但是不重点考虑 2,收缩不均 区域与区域间的收缩率变化 重点影响因素 3,取向效应 平行和垂直于材料取向方向上的收缩率变化 材料取向影响小 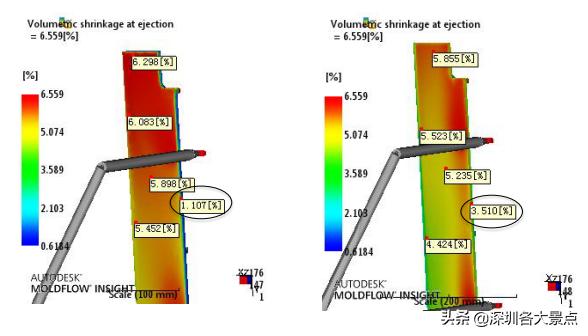 再次调整产品壁厚 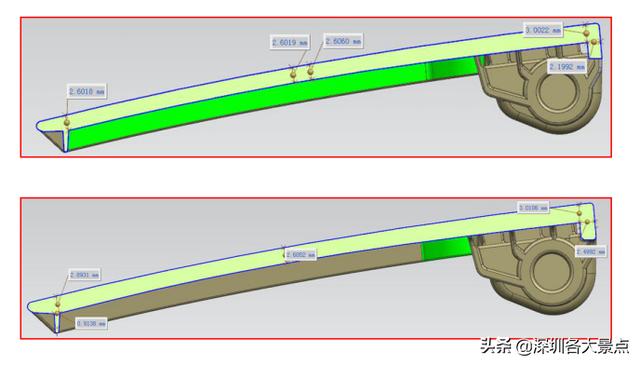 壁厚更改前后 结果对比 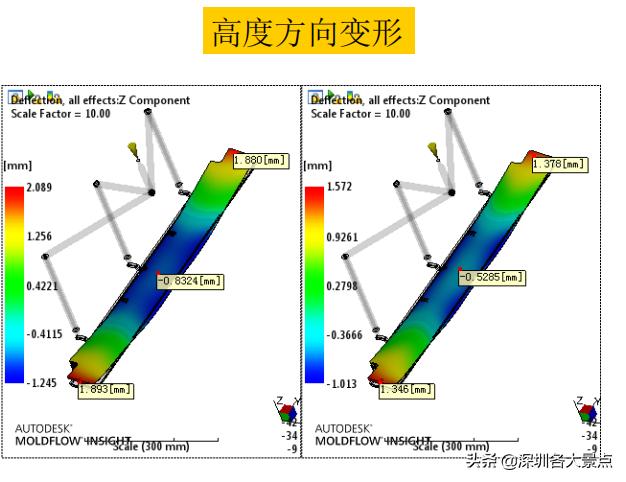 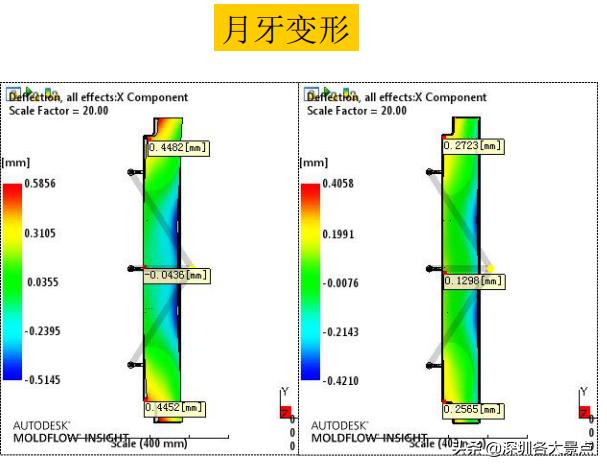 变形在接受范围内 试模结果装配间隙OK了,只差一个角  左边角上还是有变形 最后改善方案 1,在机上调整壁厚,做加减胶处理 2,进浇顺序的改变 3,工艺改善---保压参数调整 4, 工艺改善---模温调整(后模) 最终实际效果,实物对比 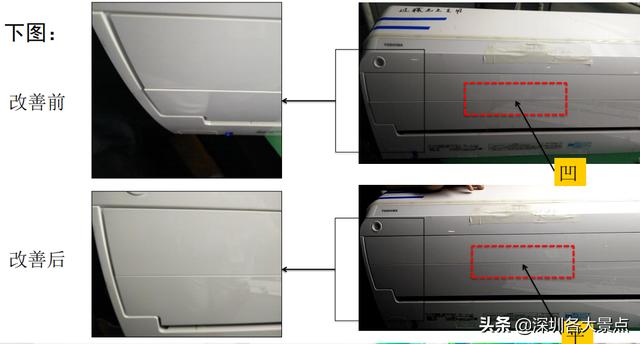 装配ok 文章来源【电音影乐】版权归原作者所有 |

