|
(报告出品方/作者:天风证券,孙潇雅) 1 硅是负极材料进步的方向,放量在即硅材料克容量、快充性能优异,是负极材料发展进步的方向 高镍三元&人造石墨已接近理论克容量上限,未来提升电池能量密度依赖硅材料。电池比容量受正负极比容量影响,目前三元正极 已经迭代至8系,甚至9系,模拟计算表明, 在当前正极材料基础上, 在1200 mA•h•g−1 以内提升负极材料的比容量对提高整个电 池的能量密度仍然有较大贡献。目前主流负极企业比容量可做到355-360mAh/g,接近理论比容量372mAh/g,负极材料急需升 级,硅材料理论比容量达4200mAh/g,是石墨的10倍以上,我们认为有望成为下一代负极材料。 除了追求高能量密度带来高续航,快充也是锂电池进步的一大方向,决定快充性能更多在负极材料,硅负极快充性能更优。锂离 子电池充电的时候,锂离子向负极迁移,快充电芯实际上重要的技术难点为锂离子在负极的嵌入问题。硅从各个方向提供锂离子 嵌入和脱出的通道,而石墨只能从层状的端面方向提供锂离子嵌入和脱出的通道,因此硅负极快充性能更优。 导电性差、体积膨胀等问题制约了硅材料在负极上的商业化应用 硅材料属于半导体材料,电子导电性和离子导电性差,不利于材料电化学性能的发挥。 硅嵌/脱锂过程中伴随着巨大的体积变化,从而影响循环寿命。Si材料在与Li进行合金化的过程中体积膨胀可达300%以上(石墨材 料在12%),容易导致颗粒的粉化和破碎、SEI膜的破坏,从而严重影响锂离子电池的循环寿命。 硅易与其他物质发生反应,造成能量快速衰减。锂盐 LiPF6分解产生的 HF 会与 Si 反应,Si 负极与电解液的界面不稳定,Si 负极 材料表面形成的固体电解质膜(SEI 膜)不能适应 Si 负极材料在脱嵌锂过程中的巨大体积变化而破裂],使Si 表面暴露在电解液中, 导致固体电解质膜持续生成、活性锂不断消耗,最终造成容量损失。 目前,硅基负极尚处于发展初期,近些年在负极的渗透率尚不足2% 硅基渗透率仍较低,2021年国内出货在1.1万吨左右,渗透率在1.5%。2021年国内负极出货量72万吨,其中硅基负极出货1.1万吨, 渗透率仅为1.5%,发展空间较大。 往后看,硅基负极将在高端数码、电动工具、动力电池领域持续放量 目前,硅基负极主要应用在高端3C数码、电动工具、高端动力电池领域。 高端3C数码:5G技术推广带来的智能手机终端需求、民用无人机、智能可穿戴设备等市场或用到硅基负极。 电动工具:电动工具锂电池头部供应商表示,根据客户对电池性能的需求,部分容量2500-2600mAh的高倍率圆柱电池有硅基负 极应用需求,而容量上到3000-3350mAh及3500mAh的产品绝大部分必须用到硅基负极。GGII统计数据显示,受全球电动工具 市场增长带动,2021年全球电动工具锂电池出货量为22GWh;预测未来2026年出货规模增至60GWh,相比2021年仍有2.7倍的 增长空间。受此带动,硅基负极也将迎来持续增长机会。 动力电池:下游客户对快充性能、续航时间提出更高要求,高能量密度电池受到市场青睐,硅基负极优势更加凸显。 2 硅负极如何商业化?以掺杂的形式到人造石墨中,目前看硅氧更为主流应用:硅氧路线因膨胀更低+循环性能优异,在动力领域应用更为主流 从下游应用来看,硅氧负极商业化领先于硅碳,且在动力领域应用更为主流。硅材料应用于锂电负极的研发始于上世纪90年代,直 至13、14年才分别实现硅碳负极、硅氧负极的产业化。现阶段,动力电池领域主要用硅氧负极,虽然硅氧负极容量不如硅碳,但循 环性能相对较好,而循环寿命对于动力电池更为重要。硅碳负极由于循环性能劣势,目前主要用于电动工具以及消费电子等领域。 消费:2013年成功应用到三星电动工具。 动力:2017年,松下将硅氧负极应用于特斯拉的Model3电池中,在传统石墨负极材料中加入10%的氧化亚硅,电池克容量增加到 550mAh/g以上,单体能量密度达300wh/kg以上。 生产工序:核心难点在前端工序,即硅材料的处理,硅碳核心是研磨,硅氧核心是改性 前文提到硅负极的应用一般是和人造石墨复合(称作硅基负极),故可将生产工序分为:1)前端工序:硅材料处理。2)后端工序: 和人造石墨复合,我们认为难点是在前端工序。 硅基负极分为硅碳和硅氧两条路线,硅碳的核心是制备纳米硅,硅氧的核心是制备氧化亚硅。 硅碳负极:纳米硅制备核心是研磨,此处一般耗能较大。 硅氧负极:氧化亚硅可直接外购,也可通过购买硅粉和二氧化硅自行制备,但直接购买的氧化亚圭也无法直接和人造石墨复合制备 硅氧负极,需进行处理。(报告来源:未来智库) 从制备方式上看,硅负极生产可分成机械球磨法、化学气相沉积法、高温热解法、溶胶凝胶法,我们认为机械球磨和化学气相沉积 法在工业化量产中更为主流。 生产工序-硅氧负极:核心是对硅氧的改性处理 从工序上讲,硅氧负极的制备和硅碳负极类似,共同的工序为球磨、碳包覆、造粒,差别为硅碳负极需经过两次球磨再加入石墨负 极,而硅氧负极是一次球磨,但其前端制备锂电用氧化亚硅是重点。 3 竞争格局:行业发展初期,目前国内仅有贝特瑞大批量供货海外:日本信越化学在硅氧负极上技术较为领先 日韩企业在硅基负极材料领域处于行业领先地位,如日本信越化学、大阪钛业、日立化成、昭和电工和韩国大洲等。 日本信越化学主营半导体、有机硅和高分子等产业,硅氧负极专利数行业领先。截至2019年,信越化学关于硅负极在全球申请了 210项专利,其中硅氧负极187项,这说明信越的研究重心是硅氧。信越化学硅氧最早专利申请时间是在2000年,2007年开始加 大专利申请速度,在2017年达到顶峰。 信越化学主业在半导体领域,硅负极只是其细分板块有机硅一个应用下游,公司是发展多年的技术型公司,对应硅负极更多是技术 领域内领先,且公司不做人造石墨,故我们认为公司产能扩张和出货量相对有限。 国内:贝特瑞在硅负极研发、量产、客户端全面领先同行 贝特瑞研发和量产供货领先同行。公司2010年取得硅基负极材料的 技术突破,并于 2013年实现批量出货,客户系松下、三星。 贝特瑞硅碳、硅氧两手抓,且在持续更新迭代。截至20年,公司硅 碳负极已开发至第三代产品,比容量从第一代的650mAh/g提升至 第三代的1500mAh/g,正在开发第四代硅碳负极材料产品,硅氧 负极部分产品比容量达到1600mAh/g以上。 近期拟扩产4万吨硅负极,我们预计公司硅负极放量拐点或至。22 年2月17日,公司拟扩产4万吨硅基负极,加上现有的3000吨产能 ,总产能在4.3万吨。 贝特瑞在高代产品性能上领先国内同行 衡量硅负极性能的指标有振/压实密度(越大越能量密度越高)、比表面积(越小循环寿命越高),容量(越高能量密度越高)、 首次效率越大越好。 负极企业在普通硅负极产品性能上差距不大,如400mAh/g容量首次效率均可达90%,但高代产品上贝特瑞更优秀,首次效率在 90%左右,杉杉、璞泰来也有类似产品如,但首次效率低于90%。 国内其他负极企业亦有布局,其中璞泰来、杉杉股份进展较快 璞泰来:硅碳核心技术起源于中科院物理所,中科院物理所自1996年就开始了在锂离子纳米硅碳负极发研究,1997年发表了世 界上第一篇纳米硅专利。璞泰来与中科院物理所展开合作,已经具备中试规模的硅碳和硅氧能力,根据市场需要会加大规模。 杉杉股份:最新一代快充类产品(3C、5C)已经在全球主流消费类企业试产,预计2022年全面导入,公司快充消费类产品将继 续领先市场。在动力电池应用领域已经通过主流车企的多轮评测,同时新一代硅氧负极材料项目已经落地。 凯金能源:氧化亚硅材料已经开发至第三代,首次效率从一代的77%(容量大于1600mAh/g)提升至三代的90%(容量大于 1400mAh/g,公司已有小试和中试平台,同时建有年产300吨纯品的生产线,已实现对宁德时代的批量出货(21H1在9.8吨)。 4 硅基负极放量为衍生材料带来放量契机, 典型如单壁碳管、补锂剂、负极粘结剂硅负极放量为衍生材料带来放量契机,典型如单壁碳管、补锂剂、PAA粘结剂 传统石墨负极无需导电剂,硅负极一定要加导电剂碳纳米管。 CNT优异的导电性弥补了硅原子带来的不足; 硅碳负极需要解决热膨胀问题才可使用,因此其束缚结构稳定性至关重要, 而碳纳米管具有很好的化学稳定性; 极大的比表面积可以有效的缓解硅基负极在锂离子脱嵌过程中硅材料结构的 坍塌。 硅负极增加对补锂剂的需求。硅基负极表面SEI膜的形成需消耗大量锂源,氧 化亚硅也由于锂硅氧化物的不可逆形成进一步消耗锂源,这使得硅基负极的首 次效率显著低于石墨,现有的石墨材料有5%~10%的首次不可逆锂损耗,而 对于高容量负极材料,首次锂损耗甚至更高;硅的不可逆容量损失达15%~ 35%,故硅负极一般需要搭配补锂剂使用。 对硅基负极性能的改进可通过改进粘结剂进行。粘结剂对电极的电化学性能起 着重要的作用,尤其是对于充放电循环中具有极高体积膨胀的硅基负极,合理 设计粘结剂可大大改善其循环寿命。同时也有利于硅负极的大规模生产。 单壁碳管:高性能材料,天奈科技有望在23年放量 碳纳米管(CNTs)是一种新型的石墨材料,分为单壁、双壁和多壁。碳纳米管是由石墨片层卷曲而成的圆柱形结构,直径范围一般 为一纳米至几百纳米,管状纤维的长度变化范围很大,一般为几微米到几千微米,因此碳纳米管的长径比(长度与直径的比值)范 围为一千到十万。碳纳米管可以分为单壁、双壁和多壁碳纳米管,其主要差别在于碳纳米管结构中石墨片层的数目。 单壁碳管是碳纳米管的发展方向,但目前价格高昂。单壁碳纳米管直径更小、长径比更大,理化性能更优、导电性能更好、添加量 更少、对能量密度和循环寿命提升效果更为明显,且更适用于硅基负极材料中,因此成为各碳纳米管生产企业未来的重点研究方向。 世界上第一家量产单壁碳管的企业是OCSIAL。创立于2010年,在单壁碳纳米管产业化取得了突破性进展,可应用于锂电池、树 脂、轮胎等。作为一种广泛适用的添加剂,只增加材料0.001%~0.1%的重量就可以为材料性质带来极大的提升。但其价格高昂, 根据其官网数据,价格高达1800-4000元/毫克。 中国科学院成都有机化学所有单壁碳管产品,但价格高昂。超高纯单壁碳管价格在900-1200元/克,多壁碳管价格在15-70元/克。 天奈正瞄准单壁碳管产业化市场,有望在23年实现量产供货松下、三星等。我们预计天奈单壁碳管粉体量产供货后单价有望降至 1000万元/吨(10元/克),天奈目前多壁管粉体单价在50万元/吨(0.5元/克)。 正极补锂兼具提高首效+高安全性+低成本优势,成为产业界预锂化“新宠” 预锂化是目前提高硅基负极首次库伦效率最直接也是效果最明显的方法。对全电池而言,化成时负极界面形成的SEI膜会消耗掉从正 极脱嵌的锂离子,并降低电池的容量,而预锂化是指在电极正式充放电循环之前,预先嵌入少量的锂,来增加额外的锂源,补充副 反应和SEI膜生成对正极的锂消耗,提高首次库伦效率。 正极补锂兼具低成本和更安全优势,比负极补锂更容易实现量产。预锂化按照技术路线分为正极补锂和负极补锂: 负极补锂:开发时间较早,一般选取锂单质如锂粉和锂箔作为外来锂源,但受制于工艺繁琐、锂单质活泼致安全风险大以及产线改 造成本高等原因,一直难以大规模应用。 正极补锂:技术选用富锂化合物如富锂镍酸锂(LNO)和富锂铁酸锂(LFO)等作为补锂剂,在搅浆环节与正极一起混合使用,无 需改造现有电芯产线,工艺兼容性及安全性较好,成为目前产业界“新宠”。 5 投资分析全球硅基负极市场空间:25年有望达300亿+,21-25年复合增速135%我们预计23/25年全球硅负极需求量有望达12/52万吨,市场空间88/319亿元。全球单壁碳管粉体市场空间:25年有望达42亿元,21-25年复合增速153%我们预计23/25年全球单壁碳管粉体需求量有望达124/628吨,市场空间12/42亿元。全球补锂剂市场空间:25年有望达57亿元,21-25年复合增速157%。我们预计23/25年全球补锂剂需求量有望达0.38/1.9万吨,市场空间13/57亿元。 报告节选: 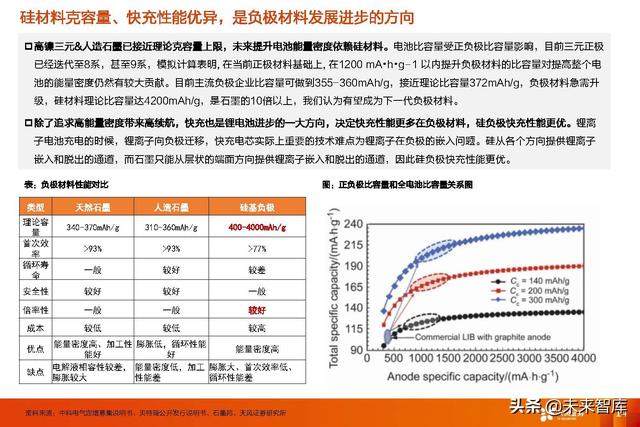 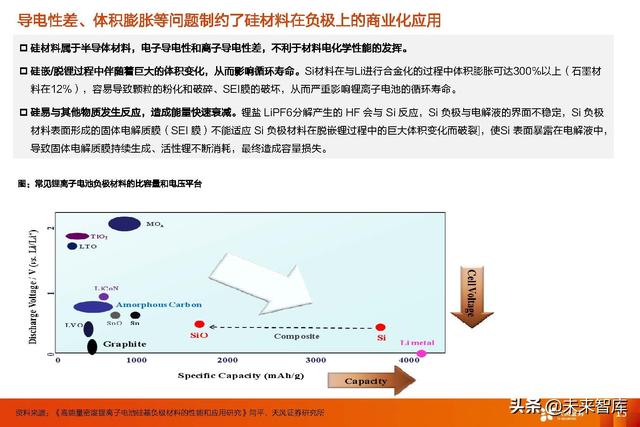      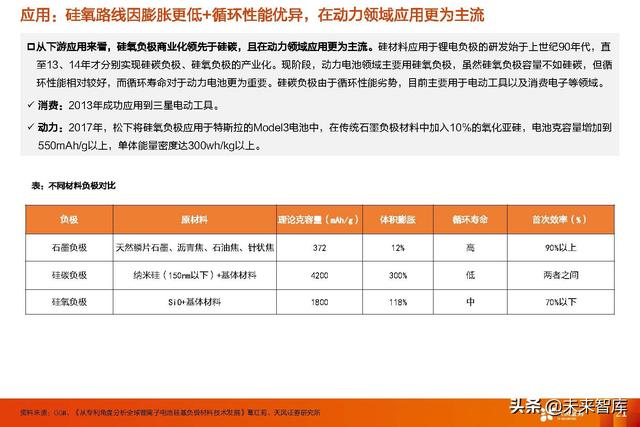 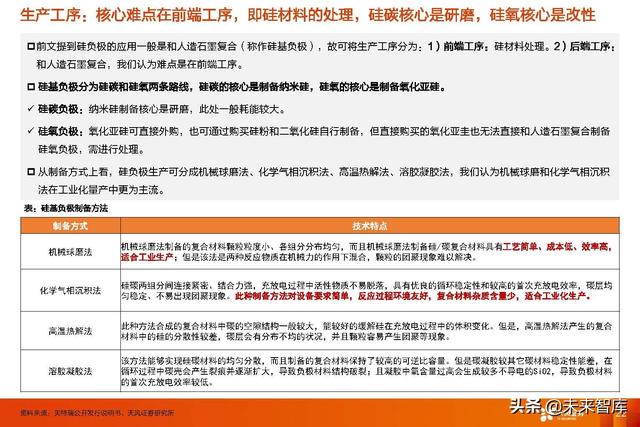 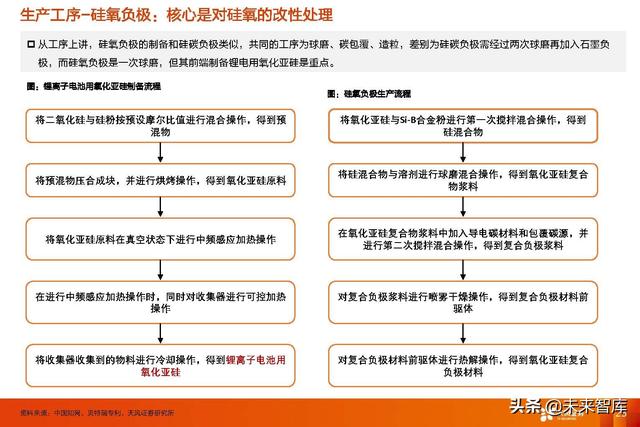 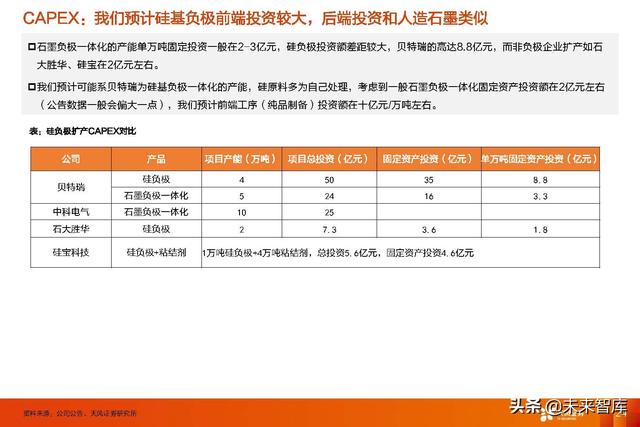     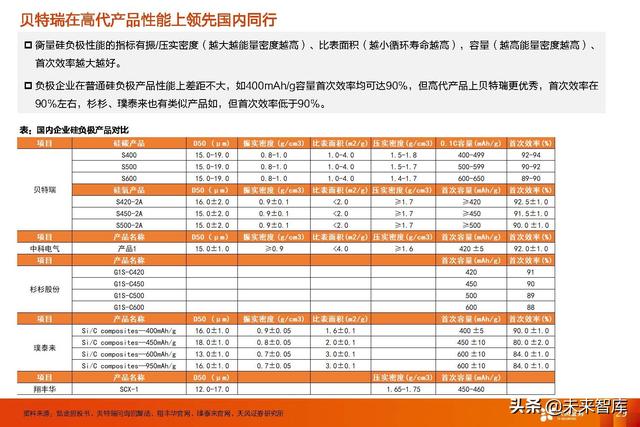 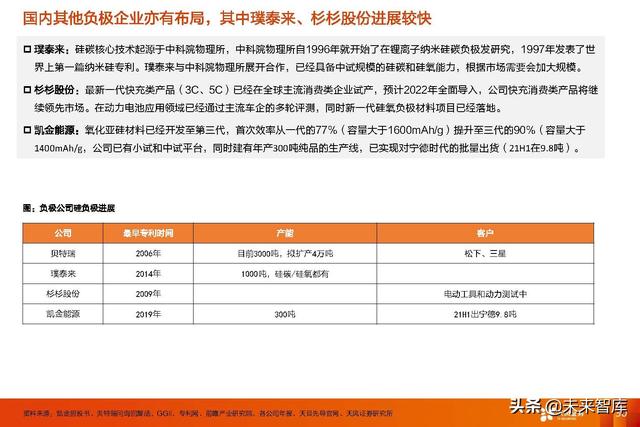  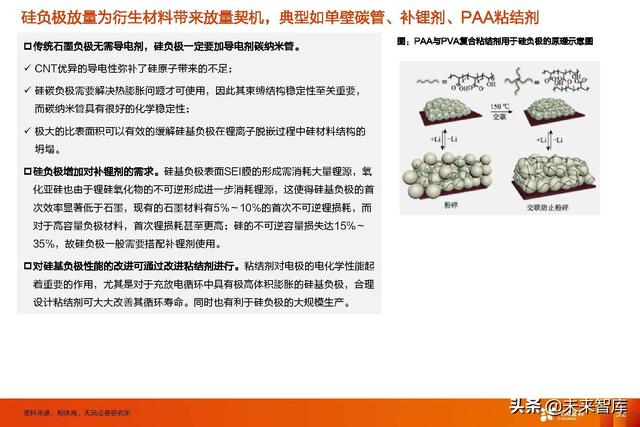            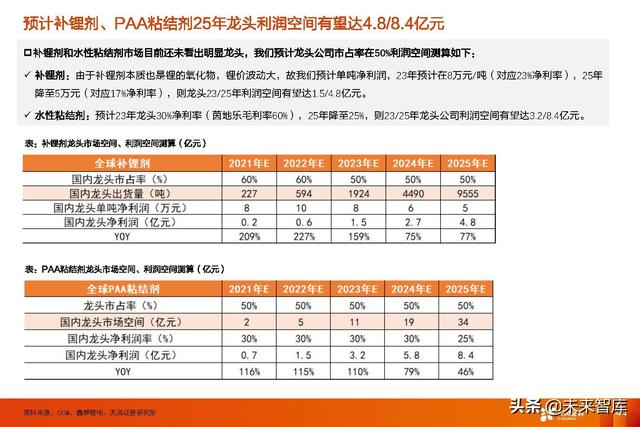  (本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。) 精选报告来源:【未来智库】。未来智库 - 官方网站 文章来源【未来智库】版权归原作者所有 |

